Krátká odpověď: Odlévání do písku vyhrává z hlediska nákladů, flexibility a rozsahu
Pokud se rozhodujete mezi litím do písku a litím pod tlakem, rozhodnutí závisí na tom, co skutečně potřebujete. Lití do písku je lepší než lití pod tlakem, když jsou rozpočty na nástroje omezené, když jsou díly velké nebo geometricky složité, když se jedná o nízké až střední objemy výroby nebo když je třeba použít železné kovy, jako je ocel a železo. Tlakové lití vyniká ve velkosériové výrobě malých tenkostěnných hliníkových nebo zinkových dílů, kde je rozhodující povrchová úprava a rozměrová konzistence. Ale pro širokou škálu průmyslových, inženýrských a prototypových aplikací zůstává lití do písku praktičtější a ekonomičtější volbou.
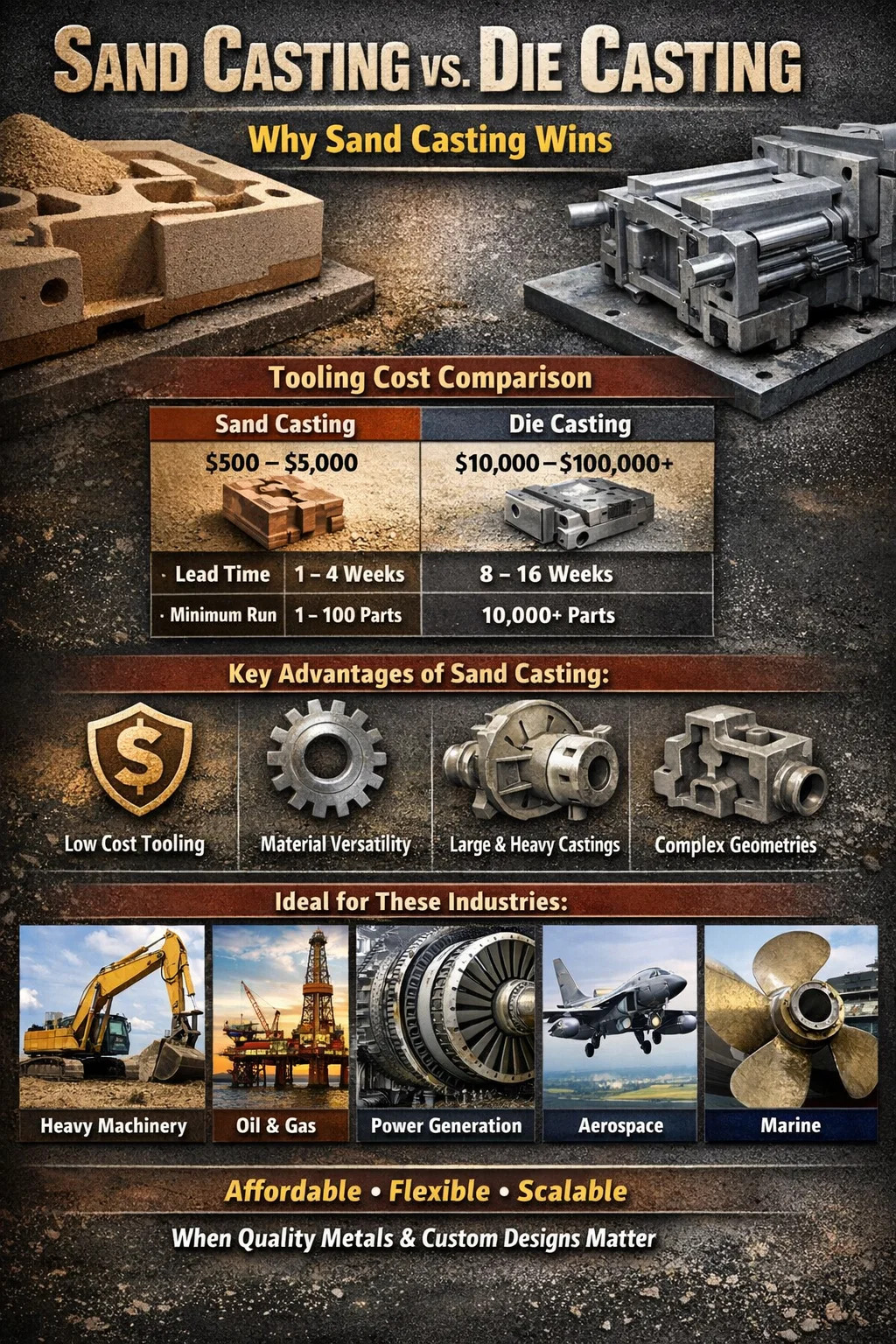
Zásadní rozdíl spočívá v nástrojích. Forma pro tlakové lití může stát kdekoli 10 000 až více než 100 000 USD , zatímco model lití do písku obvykle stojí mezi 500 $ a 5 000 $ . Pro cokoliv jiného než masová výroba běží ve stovkách tisíc, tato mezera sama o sobě dělá lití do písku chytřejším finančním rozhodnutím.
Náklady na nástroje: Tam, kde má lití do písku rozhodující výhodu oproti lití pod tlakem
Tlakové lití vyžaduje formy z kalené oceli, které musí vydržet tisíce vstřikovacích cyklů pod extrémním tlakem – často mezi 1 500 a 25 000 psi. Výroba těchto zápustek vyžaduje přesné obrábění, tepelné zpracování a rozsáhlé ověřování kvality. Doba přípravy pro formu pro tlakové lití je obvykle 8 až 16 týdnů a jakmile je postaven, úpravy jsou drahé nebo nemožné bez sešrotování celého nástroje.
Vzory odlévání do písku jsou naproti tomu vyrobeny ze dřeva, pryskyřice nebo hliníku. Jsou mnohem jednodušší na výrobu, snadněji upravitelné a výrazně levnější. Pokud je po počáteční výrobě nutná změna designu, lze model odlévání do písku přepracovat nebo předělat za zlomek nákladů na úpravu formy pro tlakové lití.
Pro vývoj prototypů a iterativní inženýrství je tento rozdíl transformativní. Produktový tým vyvíjející pouzdro průmyslového čerpadla nebo vlastní držák může testovat tři nebo čtyři iterace návrhu při lití do písku za stejnou cenu jako u jedné formy pro tlakové lití. To zrychluje časové osy vývoje produktu a snižuje finanční riziko v raných fázích projektu.
| Faktor | Odlévání do písku | Odlévání pod tlakem |
|---|---|---|
| Typické náklady na nástroje | 500 – 5 000 USD | 10 000 – 100 000 USD |
| Doba přípravy nástrojů | 1 – 4 týdny | 8-16 týdnů |
| Náklady na úpravu designu | Nízká | Velmi vysoká |
| Minimální životaschopný běh | 1 – 100 dílů | 10 000 dílů |
Všestrannost materiálu: Odlévání do písku pracuje s kovy Odlévání pod tlakem Nelze zvládnout
Toto je jedno z nejvýznamnějších technických omezení tlakového lití, které často zůstává nepovšimnuto. Tlakové lití je z velké části omezeno na neželezné kovy s relativně nízkými teplotami tání – především hliník (teplota tání ~1220 °F / 660 °C), zinek (~787 °F / 419 °C) a hořčík (~1 202 °F / 650 °C). Důvod je prostý: extrémní teploty potřebné k roztavení železných kovů by v krátké době zničily ocelové formy.
Odlévání do písku takové omezení nemá. Běžně se používá s:
- Šedá litina a tvárná litina (bod tání ~2 100 °F / 1 150 °C)
- Uhlíková ocel a nerezová ocel (~2 500–2 800 °F / 1 370–1 538 °C)
- Slitiny mědi a mosazi (~1 750–1 980 °F / 955–1 082 °C)
- Slitiny niklu a superslitiny používané v letectví a energetice
- Hliník a slitiny hliníku (kompatibilní s oběma procesy)
Pro průmyslová odvětví, která jsou závislá na železných nebo ocelových součástech – jako jsou těžké stroje, stavební stroje, zemědělské stroje a lodní strojírenství – není lití do písku pouze preferenční. Je to jediná životaschopná možnost castingu. Zvažte to šedá litina tvoří zhruba 70 % všech celosvětově vyrobených odlitků a téměř celý tento objem je vyroben litím do písku. Tato statistika sama o sobě signalizuje, kde proces skutečně dominuje.
Zejména tvárná litina nabízí kombinaci pevnosti v tahu, tažnosti a obrobitelnosti, díky čemuž je preferovaným materiálem pro ozubená kola, klikové hřídele, hydraulické komponenty a konstrukční díly. Žádná z těchto aplikací není přístupná prostřednictvím tlakového lití. Odlévání do písku je vstupní branou k celé řadě technických kovů, nejen k podmnožině, která zapadá do teplotních omezení tlakového lití.
Velikost a hmotnost součásti: Váhy pro lití do písku, kde nelze lití pod tlakem
Tlakové licí stroje jsou výkonné, ale jsou fyzicky omezeny. Dokonce i ty největší vysokotlaké stroje na tlakové lití v komerčním využití dosahují nejlepších výsledků ve výrobě dílů o hmotnosti kolem 50 až 75 liber (22 až 34 kg) . Samotná matrice se musí vejít do velikosti desky stroje a příslušné vstřikovací tlaky činí velmi velké díly konstrukčně nepraktickými.
Lití do písku není omezeno téměř ničím co do velikosti ani hmotnosti. Bloky motorů, skříně turbín, skříně čerpadel, lodní šrouby a průmyslová tělesa ventilů jsou pravidelně odlévány do písku. Vážení dílů několik tun nejsou neobvyklé v odvětvích, jako je výroba energie, těžba a těžba ropy a zemního plynu na moři. Jedna litinová součást pro velký dieselový motor může vážit 500 liber nebo více – zcela mimo rozsah jakéhokoli procesu tlakového lití.
Tato škálovatelnost znamená, že pro inženýry pracující na velkých investičních zařízeních nebo konstrukčních komponentech není lití do písku zvoleno před tlakovým litím jako kompromis – je to jediný proces, který může fyzicky vyrobit to, co je požadováno. Forma je pokaždé jednoduše přestavěna z písku, takže neexistuje žádný limit stroje, žádné omezení kapacity matrice a žádný strop vstřikovacího tlaku, který by bylo potřeba obejít.
Geometrická složitost a vnitřní vlastnosti: Odlévání do písku nabízí větší svobodu designu
Tlakové lití používá tuhé kovové formy, které se musí otevírat a zavírat v přímce, což znamená, že každý prvek součásti musí být orientován tak, aby umožnil oddělení formy bez podříznutí nástroje. Složité vnitřní průchody, hluboké dutiny a podříznutí jsou buď nemožné, nebo vyžadují nákladné mechanismy bočního působení, které výrazně zdražují matrici.
Při lití do písku se používají spotřební formy a jádra. Jádro je samostatný pískový tvar umístěný uvnitř dutiny formy k vytvoření vnitřních dutin – dutých komor, průchodů, kanálů a složitých vnitřních geometrií, které by byly fyzicky nemožné v tuhé matrici. Tato schopnost je důvodem, proč se lití do písku používá pro bloky motorů s vodními plášti, potrubí s vnitřními průtokovými kanály a tělesa ventilů s více vnitřními kanály.
Co jádra umožňují při lití do písku
- Vnitřní chladicí kanály v součástech motoru a turbíny
- Duté konstrukční díly, které snižují hmotnost bez obětování pevnosti
- Složité kanály průtoku kapaliny ve skříních čerpadel a ventilů
- Podříznuté geometrie, které by uzamkly součást uvnitř tuhé matrice
- Více protínajících se vnitřních dutin v jednom odlitku
Tlakové lití může v některých aplikacích vyrábět jádra s použitím rozpustných nebo odlomitelných vložek, ale to zvyšuje náklady a složitost procesu, což rychle narušuje výhody účinnosti tlakového lití, které běžně nabízí. U dílů, kde je prioritou návrhu vnitřní geometrie, je lití do písku architektonicky lepší.
Požadavky na tloušťku stěny se také výrazně liší. Odlévání pod tlakem může vytvářet velmi tenké stěny – někdy tak tenké jako 0,040 palce (1 mm) -což je vynikající pro lehké spotřební nebo automobilové díly. Ale také prosazuje požadavky na jednotnost, aby se zajistilo, že tok kovu naplní formu. Odlévání do písku je tolerantnější vůči měnícím se tloušťkám stěn v rámci jednoho dílu, což dává konstruktérům větší svobodu při vytváření složitých struktur s tlustými i tenkými částmi.
Objem výroby: Proč je lití do písku lepší pro provozy s nízkým až středním objemem
Ekonomika tlakového lití je postavena na amortizaci velmi vysokých fixních nákladů na nástroje u velkého počtu dílů. Když tato amortizace funguje – když vyrábíte 50 000, 100 000 nebo 500 000 identických dílů – nízké jednotkové náklady na tlakové lití se stanou přesvědčivými. Proces tlakového lití je rychlý: typický cyklus tlakového lití hliníku trvá mezi 30 a 60 sekund a stroje mohou běžet s minimální námahou v prostředích s vysokou automatizací.
Ale mimo tento velkoobjemový kontext se matematika obrací. Pro kupujícího, který potřebuje 500 vlastních rozdělovacích pouzder ročně, utratit 50 000 USD za formu pro tlakové lití znamená, že samotné náklady na nástroje přidají 100 USD na díl, než se roztaví jediná libra hliníku. Stejný díl při lití do písku se vzorem 3 000 USD zvyšuje náklady na nástroj pouze o 6 USD na jednotku – rozdíl, který jen zřídka zmizí, i když zohledníme pomalejší doby cyklu lití do písku a vyšší pracnost na jednotku.
To je důvod, proč výrobci letectví, obrany, ropy a zemního plynu a zakázkových průmyslových zařízení hodně spoléhají na lití do písku. Jejich objem výroby se často pohybuje v desítkách až nízkých tisících ročně. V těchto kontextech není lití do písku kompromisem – je to jediná racionální ekonomická volba.
Rovnoměrný objem mezi litím do písku a litím pod tlakem
Bod křížení, ve kterém se tlakové lití stává ekonomičtějším než lití do písku, závisí na složitosti součásti, velikosti a materiálu. Jako obecné měřítko:
- U malých hliníkových dílů do 2 lb se tlakové lití často stává konkurenceschopným výše 10 000–20 000 dílů ročně
- U středních dílů mezi 2–10 lb se hranice rentability posouvá na 25 000–75 000 dílů ročně
- U velkých nebo složitých dílů zůstává lití do písku často nákladově efektivní v jakémkoli komerčně rozumném objemu
Jedná se o hrubé odhady a skutečné body zvratu by se měly vždy vypočítat pro konkrétní aplikaci. Ale ilustrují, že většina aplikací průmyslového lití – zejména v odvětvích, kde záleží na přizpůsobení, spolehlivosti a materiálovém výkonu více než na ceně za jednotku – spadá dobře do zóny výhod lití do písku.
Pórovitost a mechanické vlastnosti: Řešení slabého lití pod tlakem
Jednou z nejméně diskutovaných nevýhod tlakového lití je problém poréznosti. Když je roztavený kov vstřikován do formy pod vysokým tlakem, vzduch se může zachytit uvnitř součásti a vytvářet mikroskopické dutiny – pórovitost – která ohrožuje strukturální integritu. Vysokotlaké odlitky jsou často nevhodné pro tepelné zpracování protože teplo způsobuje expanzi zachycených plynů, což způsobuje puchýře nebo deformace, které ničí součást.
Toto je významné technické omezení. Mnoho slitin hliníku a hořčíku rozvine své plné mechanické vlastnosti až po tepelném zpracování a stárnutí (například temperace T6). Pokud samotný proces odlévání brání tepelnému zpracování, finální díl pracuje se zlomkem potenciální pevnosti a tvrdosti materiálu. Vakuové lití pod tlakem a tlakové lití může snížit poréznost, ale jedná se o prémiové procesy, které zvyšují náklady a nejsou univerzálně dostupné.
Lití do písku, protože plní formu při nižší rychlosti při gravitaci nebo nízkém tlaku, produkuje podstatně méně zachyceného plynu. Díly odlévané do písku lze obvykle bez problémů tepelně zpracovat, což umožňuje dosažení plných vlastností slitiny. Pro konstrukční aplikace v letectví, automobilovém průmyslu nebo těžkém zařízení, kde je kritická certifikace materiálů a mechanické vlastnosti, je to rozhodující výhoda.
Kromě toho součásti z pískové litiny – zejména tvárná litina – vykazují vynikající obrobitelnost, tlumení vibrací a odolnost proti opotřebení. To jsou vlastnosti, které jsou vlastní materiálu a jsou plně dostupné procesem lití do písku, bez omezení poréznosti, která omezují aplikace tlakového lití.
Dodací lhůta pro nové díly: Odlévání do písku vám umožní díly rychleji v raných fázích
Když je rychle potřeba nový díl – ať už pro hodnocení prototypu, nouzovou výměnu nebo pilotní výrobu – je výhoda doby přípravy pískového lití značná. Vzhledem k tomu, že modely odlévání do písku jsou jednoduché a rychlé na výrobu, lze často dodat odlitek prvního předmětu 2 až 6 týdnů od finalizace designu. Některé slévárny specializující se na rychloobrátkové lití do písku mohou dodat prototypové odlitky za pouhých 5 až 10 pracovních dnů .
Ve srovnání s tlakovým litím, kde samotné obrábění nástrojů trvá 8 až 16 týdnů, než je vyroben jeden výrobní díl, je výhoda časové osy lití do písku během vývoje nového produktu obrovská. Pro společnosti s agresivními plány uvedení na trh nebo pro situace údržby, kdy kritická součást potřebuje rychlou výměnu, se tento rozdíl může přímo promítnout do zkrácení prostojů, rychlejšího uvedení na trh a nižšího rizika programu.
Díky tomu je lití do písku standardní volbou pro náhradní díly stárnoucích strojů nebo starších zařízení, kde nezůstaly žádné stávající nástroje. Když 30 let starý průmyslový lis potřebuje náhradní železné pouzdro, které původně vyrobila společnost, která již neexistuje, odlévání do písku umožňuje vytvořit nový vzor z technického výkresu nebo fyzického vzorku a reprodukovat součást za rozumnou cenu. Znovuvytvoření formy pro tlakové lití pro jeden náhradní díl by bylo ekonomicky absurdní.
Specifická odvětví, kde lití do písku předčí tlakové lití
Pochopení, která průmyslová odvětví spoléhají na lití do písku před tlakovým litím, pomáhá objasnit, kam se soustřeďují skutečné výhody. Tato odvětví důsledně volí lití do písku, protože jejich technické a obchodní požadavky odpovídají tomu, co daný proces umí nejlépe.
Ropné a plynárenské zařízení
Tělesa ventilů, tělesa čerpadel, potrubí a součásti ústí vrtu vyžadují ocel nebo tvárnou litinu, musí zvládnout extrémní tlak a často se pro specifické aplikace vyrábějí v malých objemech. Odlévání do písku poskytuje materiálovou kompatibilitu, schopnost vnitřní geometrie a mechanickou integritu, kterou tyto aplikace vyžadují. Tlakové lití zde nemůže konkurovat.
Těžba a těžká zařízení
Čelisti drtiče, zuby korečků, otěrové desky a konstrukční součásti důlních strojů jsou vyrobeny z manganové oceli, chromového železa a dalších tvrdých železných slitin, které tlakové lití nedokáže zpracovat. Díly v tomto sektoru běžně váží stovky liber, což je daleko za kapacitou jakéhokoli stroje na tlakové lití. Lití do písku je jedinou schůdnou výrobní cestou.
Výroba energie
Skříně turbín, skříně oběžného kola a koncové zvony generátorů vyrobené z nerezové oceli nebo slitin niklu pro elektrárny a průmyslové turbíny jsou univerzálně odlévány do písku. Kombinace požadavků na materiál, velikost dílů a nízký roční objem výroby znemožňuje tlakové lití pro tyto aplikace ekonomicky a technicky.
Prototypování letectví a obrany
I v odvětví, kde je přesnost prvořadá, se lití do písku široce používá pro vývoj prototypů a maloobjemových konstrukčních dílů. Schopnost rychle opakovat, používat slitiny pro letectví a kosmonautiku a vyrábět díly, které mohou být plně tepelně zpracovány a mechanicky testovány, dělá z lití do písku standardní nástroj v programech odlévání v letectví, než se zaváže k nákladnějším výrobním procesům.
Námořnictvo a stavba lodí
Lodní šrouby, rámy kormidel a konstrukční součásti námořních plavidel jsou často obrovské a vyrobené z korozivzdorného bronzu, nikl-hliníkového bronzu nebo nerezové oceli. Lití do písku je jediný proces, který dokáže tyto požadavky zvládnout, a po staletí je standardní metodou výroby námořních komponent.
Když je tlakové lití vlastně ta lepší volba
Úplná odpověď vyžaduje uznání, kde lití pod tlakem skutečně vítězí. Tlakové lití je lepší než lití do písku ve třech dobře definovaných scénářích:
- Velkosériová výroba malých neželezných dílů: Při výrobě stovek tisíc hliníkových, zinkových nebo hořčíkových dílů ročně je ekonomika tlakového lití na jednotku nepřekonatelná. Klasickými příklady jsou kliky automobilových dveří, elektronické skříně a kryty malých spotřebičů.
- Povrchová úprava a rozměrová konzistence: Odlévání pod tlakem produkuje díly čistého tvaru nebo téměř čistého tvaru s povrchovou úpravou 32–63 mikropalců Ra a rozměrovými tolerancemi, které často nevyžadují žádné dodatečné obrábění. Odlévání do písku obvykle vytváří drsnější povrchy (125–500 mikropalců Ra) a vyžaduje více obrábění, aby se dosáhlo úzkých tolerancí.
- Tenkostěnné lehké konstrukce: Pokud konstrukce vyžaduje stěny menší než 3 mm, které stále vyžadují strukturální integritu, vysokotlaké vstřikování tlakového lití zajistí úplné vyplnění. Lití do písku s gravitací může mít potíže se spolehlivým vyplněním extrémně tenkých částí.
Uznání těchto výhod činí srovnání poctivým. Tlakové lití není podřadný proces – je to proces optimalizovaný pro konkrétní soubor podmínek. Pokud tyto podmínky nejsou splněny, je ve většině zbývajících scénářů lepší řešení lití do písku.
Environmentální a provozní aspekty
Odlévání do písku má často opomíjenou výhodu udržitelnosti: písek je recyklovatelný. Moderní slévárny regenerují a znovu používají 90 % nebo více jejich formovacího písku prostřednictvím tepelných nebo mechanických rekultivačních systémů. Zatímco tlakové lití nepoužívá stejným způsobem spotřební materiál pro nástroje, energetická náročnost údržby tlakových licích strojů – velkých hydraulických lisů, zápustek s řízenou teplotou a vysokotlakých vstřikovacích systémů – je značná.
Zmetkovitost při tlakovém lití je také faktorem. Vzhledem k tomu, že kov vstřikovaný do formy také zaplňuje žlaby, přepady a sušenky (kovový kotouč z brokového pouzdra), může se snížit rychlost šrotu z tlakového lití. 20–40 % z celkového spotřebovaného kovu na typické části, i když velká část je recyklovatelná. Míry šrotu při lití do písku, zejména u železa, jsou často nižší v absolutních hodnotách na jednotku dodaného kovu, když jsou velikosti součástí velké.
Z hlediska provozní stopy jsou slévárny na lití do písku dostupné ve více geografických lokalitách po celém světě. Tlakové lití vyžaduje přesné obráběcí stroje pro výrobu forem a velké licí stroje, které představují značné kapitálové investice. Pro výrobce na rozvíjejících se trzích nebo pro regionální zásobování dodavatelského řetězce je kapacita slévárny pískového lití mnohem širší, což snižuje logistické náklady a rizika dodavatelského řetězce.
Shrnutí: Volba lití do písku před litím pod tlakem
Otázka, zda je lití do písku lepší než lití pod tlakem, nemá jedinou univerzální odpověď – má však jasnou odpověď pro většinu aplikací odlévání, se kterými se setkáváme v průmyslové a strojírenské praxi. Odlévání do písku je lepší volbou, když:
- Výrobní objemy jsou nižší než 10 000–25 000 dílů ročně pro typické velikosti dílů
- Požadovaný materiál je železo, ocel, nerezová ocel, slitina mědi nebo jakýkoli železný kov
- Velikost nebo hmotnost dílu přesahuje to, co mohou stroje na tlakové lití fyzicky pojmout
- Iterace návrhu je pravděpodobná a náklady na úpravy nástrojů musí být udržovány na nízké úrovni
- Vyžaduje se vnitřní geometrie, jádra nebo složité průchody
- Pro plné mechanické vlastnosti je nutné tepelné zpracování konečného odlitku
- Rychlé dodání prvních článků nebo prototypů je prioritou
- Je třeba reprodukovat náhradní díly pro starší nebo zakázkové vybavení
Tlakové lití si zasluhuje své místo ve velkoobjemové spotřebitelské a automobilové výrobě, kde je třeba hliníkové a zinkové díly vyrábět rychle, s vynikající povrchovou úpravou a s nejnižšími možnými jednotkovými náklady. Odlévání do písku však pokrývá mnohem širší rozsah technických potřeb, zvládá širší škálu materiálů, měřítko od jednotlivých prototypů až po tisíce dílů a zůstává nákladově efektivní ve scénářích, kde ekonomika tlakového lití prostě nefunguje. Pro každého inženýra nebo odborníka na nákup, který hodnotí možnosti procesu odlévání, by mělo být odlévání do písku výchozím bodem – a břemeno odůvodnění by mělo spočívat v tom, že se od něj odkloní, nikoli v jeho výběru.