Dvě základní metody tlakového lití: horká komora a studená komora
Dvě základní metody tlakového lití jsou tlakové lití v horké komoře a tlakové lití ve studené komoře . Tyto dva procesy sdílejí stejný základní cíl – vtlačit roztavený kov do kalené ocelové matrice pod vysokým tlakem, aby se vyrobily přesné, opakovatelné součásti – ale výrazně se liší v tom, jak se kov taví, manipuluje a vstřikuje. Výběr nesprávné metody pro geometrii slitiny nebo součásti může mít za následek špatnou výplň, nadměrnou pórovitost, předčasné opotřebení matrice a nákladnou zmetkovitost. Pochopení toho, co odděluje tyto dvě metody, je výchozím bodem pro jakékoli seriózní rozhodnutí o tlakovém lití.
V horké komoře lití pod tlakem Vstřikovací mechanismus je ponořen přímo do lázně roztaveného kovu. Stroj automaticky vtahuje kov do válce a vstřikuje jej do formy v nepřetržitém rychlém cyklu. Při tlakovém lití ve studené komoře se kov roztaví v samostatné peci a poté se před každým vstřikovacím cyklem nalije – ručně nebo automaticky – do brokového pouzdra. Každá metoda má specifické slitiny, se kterými se dobře manipuluje, specifické tlakové rozsahy, ve kterých pracuje, a specifické objemy výroby, kde to dává ekonomický smysl.
Tlakové lití v horké komoře: Jak tento proces funguje
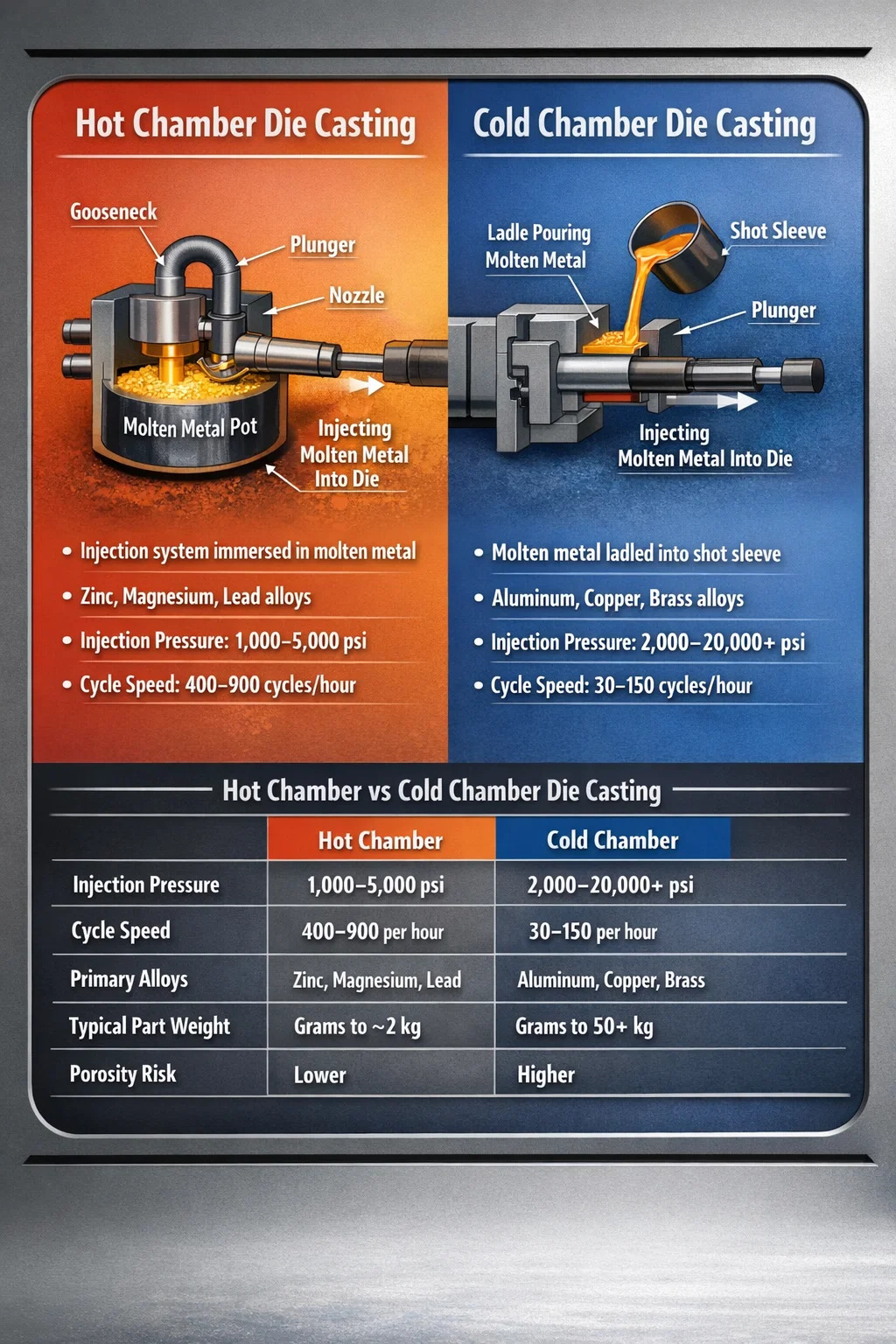
Tlakové lití v horké komoře – někdy nazývané lití s husím krkem – udržuje vstřikovací systém trvale ponořený v hrnci s roztaveným kovem. Základními součástmi jsou kovový kanál ve tvaru husího krku, plunžr a tryska, která sedí přímo proti matrici. Když se plunžr zatáhne, roztavený kov proudí otvorem do husího krku. Když se plunžr posune, utěsní port a tlačí kov skrz trysku a do dutiny formy při tlacích typicky v rozmezí od 1 000 až 5 000 psi (7 až 35 MPa) .
Protože kov mezi výstřely nikdy neopustí zahřátý systém, cyklus je extrémně rychlý. Stroje s horkou komorou běžně dosahují 400 až 900 cyklů za hodinu pro malé díly, díky čemuž se dobře hodí pro velkoobjemovou výrobu komponentů, jako jsou elektrické konektory, pouzdra karburátorů, kování zámků a díly hraček. Eliminace samostatného kroku nabírání snižuje jak dobu cyklu, tak riziko kolísání teploty mezi dávkami.
Slitiny kompatibilní s litím v horké komoře
Tlakové lití v horké komoře je omezeno na slitiny s nízkou teplotou tání, které nenapadají ani nerozpouštějí železné a ocelové součásti vstřikovacího systému. Nejběžnější materiály jsou:
- Slitiny zinku (Zamak 2, 3, 5, 7) — zdaleka nejpoužívanější, s teplotami tání kolem 380–420 °C
- Slitiny hořčíku (AZ91D, AM60) – stále více používané v systémech horkých komor se specializovanými konstrukcemi strojů
- Slitiny olova a cínu — používané ve specializovaných nízkoobjemových aplikacích
Hliník, měď a mosaz nelze zpracovávat ve strojích s horkou komorou. Jejich vyšší teploty tavení — hliník se taví kolem 660 °C, mosaz kolem 900 °C — by rychle rozpustily železné součásti husího krku a plunžru, zničily by stroj a kontaminovaly taveninu během několika hodin provozu.
Tonáž stroje a velikost dílu v provozu s horkou komorou
Stroje s horkou komorou jsou obecně dostupné v upínacích silách od pod 5 tun až do přibližně 900 tun , ačkoli většina prací v horké komoře se provádí na strojích v rozsahu 5 až 400 tun. Hmotnosti dílů pro zinkové odlitky se obvykle pohybují od několika gramů do přibližně 2 kg, ačkoli těžší díly jsou možné na větších strojích. Tenké stěny dosažitelné se zinkem – běžně až do 0,5 mm u přesných nástrojů – dělají z lití v horké komoře postup pro miniaturizované, detailní součásti.
Tlakové lití ve studené komoře: Jak tento proces funguje
Tlakové lití se studenou komorou zcela odděluje tavicí pec od vstřikovacího systému. Kov se taví v externí udržovací peci a poté se přenáší – ruční pánví, automatickou pánví nebo elektromagnetickým čerpadlem – do horizontálního nebo vertikálního brokového pouzdra. Jakmile je v objímce správný objem kovu, vstřikovací píst se posune a tlačí kov do formy při tlacích, které jsou podstatně vyšší než u zařízení horké komory: typicky 2 000 až 20 000 psi (14 až 140 MPa) , přičemž některé vysokotlaké operace přesahují tento rozsah pro tenkostěnné hliníkové díly.
Oddělení pece od stroje znamená, že vstřikovací komponenty nejsou nepřetržitě vystaveny roztavenému kovu. Jsou exponovány pouze během krátkého okamžiku výstřelu, což umožňuje použití kovů, které by zničily systém horké komory. Kompromisem je pomalejší doba cyklu – většina operací se studenou komorou běží na 30 až 150 výstřelů za hodinu v závislosti na hmotnosti součásti, tloušťce stěny a slitině – a další procesní kroky, které mohou způsobit změny teploty, pokud nejsou pečlivě kontrolovány.
Slitiny používané při tlakovém lití ve studené komoře
Tlakové lití se studenou komorou zvládá širokou škálu slitin s vyššími teplotami tavení, včetně:
- Slitiny hliníku (A380, A383, A360, ADC12) — dominantní materiál pro práci ve studené komoře, používaný v automobilovém průmyslu, letectví a spotřební elektronice
- Slitiny mědi a mosazi — používá se pro instalatérské součásti, elektrické konektory a námořní hardware, kde záleží na odolnosti proti korozi a pevnosti
- Slitiny hořčíku (AZ91D, AM50) – stále častější ve studené komoře pro velké konstrukční díly, i když hořčík je zpracovatelný i v systémech s horkou komorou
- Silikonový tombak a speciální slitiny na bázi mědi — používá se ve specializovaných přesných aplikacích
Hliníková slitina A380 je nejrozšířenější slitina pro tlakové lití na světě a prakticky všechna je zpracovávána na strojích se studenou komorou. Nabízí vynikající kombinaci slévatelnosti, mechanické pevnosti (pevnost v tahu přibližně 317 MPa), odolnosti proti korozi a nákladů, a proto dominuje automobilovému konstrukčnímu odlévání, chladičům a skříním motorů.
Tonáž stroje a měřítko dílů
Stroje se studenou komorou měřítko podstatně větší než zařízení s horkou komorou. Upínací síly se pohybují od okolí 150 tun až 6 000 tun nebo více pro mega-licí stroje, které se nyní používají v automobilových gigacastingových aplikacích. Lis se studenou komorou o hmotnosti 4 000 tun, který používá výrobce automobilů, dokáže vyrobit kompletní zadní část podvozku vozidla – jediný hliníkový odlitek, který nahradí více než 70 lisovaných a svařovaných ocelových dílů – v jediném záběru. Tesla tento přístup zpopularizovala díky své technologii Giga Press a tento přístup od té doby přijalo několik výrobců OEM po celém světě.
Přímé srovnání: tlakové lití horké komory vs studené komory
Níže uvedená tabulka shrnuje kritické rozdíly mezi dvěma metodami tlakového lití v parametrech, které jsou nejdůležitější při plánování výroby:
| Parametr | Horká komora | Studená komora |
|---|---|---|
| Vstřikovací tlak | 1 000–5 000 psi | 2 000–20 000 psi |
| Rychlost cyklu | 400–900 cyklů/hod | 30–150 cyklů/hod |
| Primární slitiny | Zinek, hořčík, olovo | Hliník, měď, mosaz, hořčík |
| Tonážní rozsah stroje | 5-900 tun | 150–6000 tun |
| Vystavení stroje teplotám kovů | Kontinuální | Pouze na výstřel |
| Typická hmotnost dílu | Gramy do ~2 kg | Gram do 50 kg |
| Riziko poréznosti | Nižší (méně možností vhánění vzduchu) | Vyšší (vyžaduje pečlivou kontrolu profilu střely) |
| Náklady na nástroje | Nižší až střední | Střední až vysoká |
Úvahy o konstrukci formy, které se mezi těmito dvěma metodami liší
Samotná forma — forma z tvrzené nástrojové oceli H13, do které je vtlačován roztavený kov — je koncepčně podobná v obou procesech, ale technické požadavky se liší v závislosti na použitých tlacích a použitém tepelném zatížení.
Návrh brány a systémy běhounů
V horké komoře dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 až 50 m/s .
Formy se studenou komorou pro hliník vyžadují pečlivou geometrii žlabu, aby se zvládla vyšší viskozita hliníku při teplotě lití a riziko předčasného tuhnutí během plnění. Typické cílové rychlosti brány pro hliník 40 až 60 m/s a profil výstřelu – pomalá fáze, rychlá fáze a intenzifikační tlak – musí být přesně naprogramovány, aby se zabránilo turbulentnímu plnění, které je primárním faktorem poréznosti hliníkových odlitků.
Thermal Management a Die Life
Oba typy zápustek spoléhají na vnitřní vodní nebo olejové chladicí kanály pro řízení tepla, ale hliníkové zápustky se studenou komorou čelí většímu tepelnému šoku kvůli většímu teplotnímu rozdílu mezi taveninou hliníku (~680 °C při lití) a teplotou povrchu formy (obvykle udržovaná na 180–260 °C). Toto tepelné cyklování je primární hnací silou tepelné kontroly – sítě jemných povrchových trhlin, které nakonec zhoršují kvalitu povrchu matrice. Zápustky se studenou komorou H13 pro hliník mají obvykle životnost 100 000 až 300 000 výstřelů , zatímco horké komory zinkové matrice mohou běžet do 1 milion výstřelů nebo více předtím, než bude vyžadovat výraznou přepracování.
Pórovitost: klíčový problém kvality v obou metodách
Pórovitost – dutiny v odlitku způsobené zachyceným plynem nebo smrštěním – je dominantním problémem při tlakovém lití bez ohledu na to, která metoda je použita, ale její příčiny a řešení se mezi procesy v horké a studené komoře liší.
V horké komoře die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
Při tlakovém lití se studenou komorou je hlavním zdrojem strhávání vzduchu otevřená broková manžeta. Jak se plunžr posouvá, musí před kov vytlačit kus vzduchu obsažený v objímce. Správná rychlost pomalého výstřelu – obvykle 0,1 až 0,5 m/s během první fáze – umožňuje, aby se vytvořila vlna kovu a tlačila vzduch dopředu k přepadovým jímkám a průduchům před zahájením rychlého vstřikování. Chyba tohoto přechodového bodu i o několik milimetrů dráhy pístu může mít za následek o 10 až 20 % vyšší úrovně poréznosti v hotové součásti. Vakuové tlakové lití, které před vstřikováním vyprázdní dutinu formy a vstřikovací pouzdro, může snížit poréznost hliníkových dílů se studenou komorou na úroveň, která umožňuje tepelné zpracování a konstrukční svařování – možnosti, které u konvenčně litých hliníkových tlakových odlitků nejsou možné.
Kdy zvolit tlakové lití v horké komoře
Tlakové lití v horké komoře je správnou volbou, pokud jsou splněny následující podmínky:
- Materiál součásti je zinek, hořčík nebo jiná slitina s nízkým bodem tání kompatibilní se systémem husího krku
- Objemy výroby jsou vysoké – obecně více než 50 000 až 100 000 dílů ročně, aby ospravedlnily investice do nástrojů
- Hmotnost dílu je relativně nízká, typicky pod 1 až 2 kg pro zinek
- Rozměrová přesnost je kritická – tlakové lití zinku běžně dosahuje tolerance ±0,05 mm na kritických prvcích bez sekundárního obrábění
- Jsou požadovány tenké stěny – zinek lze odlévat do tloušťky stěny pod 0,5 mm pomocí optimalizovaných nástrojů
- Kvalita povrchové úpravy je prioritou — zinkové odlitky mají vynikající povrch jako odlitek vhodný pro přímé pokovování nebo lakování bez náročné přípravy
Běžná průmyslová odvětví využívající tlakové lití v horké komoře zahrnují spotřební elektroniku (konektory, držáky, panty), automobilový průmysl (tělesa zámků, součásti palivového systému, pouzdra senzorů), železářství (kliky dveří, nábytkové kování) a hračky a novinky.
Kdy zvolit tlakové lití ve studené komoře
Tlakové lití ve studené komoře je vhodný proces, když:
- Slitina je hliník, měď, mosaz nebo materiál s vysokým bodem tání neslučitelný s vybavením horké komory
- Velikost a hmotnost dílu překračují praktické limity vybavení horké komory
- Je vyžadována konstrukční výkonnost – hliníkové tlakové odlitky nabízejí poměr pevnosti k hmotnosti výrazně lepší než zinek pro nosné aplikace
- Je nutná odolnost proti korozi v drsných prostředích – přirozená oxidová vrstva hliníku poskytuje ochranu, které se slitiny zinku v některých prostředích nemohou vyrovnat bez povlaku
- Aplikace je v automobilových hnacích ústrojích, leteckých konzolách nebo průmyslových zařízeních, kde kombinace nízké hmotnosti a strukturální integrity odůvodňuje vyšší náklady na nástroje a stroje.
Mezi hlavní aplikace tlakového lití se studenou komorou patří skříně převodovek automobilů, bloky motorů, kryty baterií elektrických vozidel, podvozek počítačových serverů, těla hydraulických ventilů a součásti lodních přívěsných motorů. Globální trh s tlakovým litím hliníku byl sám o sobě oceněn 50 miliard USD v roce 2023 , což odráží dominanci hliníkového odlévání ve studené komoře v moderní výrobě.
Struktura nákladů: nástroje, strojní čas a ekonomika jednotlivých dílů
Ekonomika tlakového lití silně závisí na použité metodě, protože tyto dva procesy mají velmi odlišné nákladové profily.
Náklady na nástroje
Nástroje pro tlakové lití jsou drahé bez ohledu na metodu, protože formy musí vydržet miliony tlakových cyklů v abrazivním, tepelně náročném prostředí. Zinkové matrice s horkou komorou pro středně složité díly obvykle stojí mezi 15 000 a 80 000 USD . Hliníkové formy se studenou komorou pro srovnatelnou složitost stojí více – často 30 000 až 150 000 USD nebo vyšší — protože vyšší vstřikovací tlaky vyžadují robustnější konstrukci trysek a složitější konstrukci chladicího okruhu. Velké konstrukční formy se studenou komorou pro automobilové aplikace mohou běžet do 500 000 $ nebo více .
Náklady na část a zlomový objem
Vzhledem k tomu, že tlakové lití má vysoké fixní náklady (nástroje, nastavení) a relativně nízké variabilní náklady na součást (kov, strojní čas, práce), jsou oba způsoby nejekonomičtější při velkých objemech. Bod zvratu – kdy se tlakové lití stává levnější než alternativy, jako je lití do písku, lití na vytavitelný model nebo obrábění ze sochoru – se liší podle složitosti dílu, ale obecně je dosaženo někde mezi 10 000 a 50 000 dílů pro horkou komoru zinek a 20 000 a 100 000 dílů pro hliník se studenou komorou, v závislosti na velikosti součásti a složitosti funkce.
Dalším rozdílem jsou materiálové náklady. Slitina zinku (Zamak 3) stojí zhruba 2,00–2,50 USD za kg za typické průmyslové smluvní ceny. Hliníková slitina A380 běží blíže 2,50–3,50 USD za kg Nižší hustota hliníku (2,7 g/cm³ oproti 6,6 g/cm³ zinku) znamená, že pro daný objem součásti spotřebuje hliníkový odlitek mnohem méně kovu na váhu, což částečně kompenzuje cenový rozdíl.
Vznikající variace dvou jader metod tlakového lití
Zatímco horká komora a studená komora zůstávají dvěma základními metodami tlakového lití, vyvinulo se několik variant procesu, které řeší specifická omezení každé z nich.
Vakuové lití
Při použití u obou metod, ale zvláště důležité pro hliník se studenou komorou, vakuové odlévání evakuuje dutinu formy a vstřikovací pouzdro před vstřikováním, čímž se snižuje poréznost plynu na úroveň, která umožňuje tepelné zpracování T5 a T6. Díky tomu jsou konstrukční hliníkové odlitky svařitelné a vhodné pro aplikace kritické z hlediska bezpečnosti, jako jsou automobilové nárazové konstrukce a součásti zavěšení. Stroje s podtlakovou chladicí komorou zvyšují náklady a složitost, ale mohou snížit míru zmetkovitosti 30 až 50 % v aplikacích citlivých na poréznost.
Polopevné tlakové lití (Thixocasting a Rheocasting)
Procesy odlévání polotuhých kovů – thixocasting a reocasting – vstřikují kov v polotuhém stavu podobném kaši, nikoli zcela roztavený. To dramaticky snižuje poréznost, protože kov nenese rozpuštěný plyn stejným způsobem jako plně tekutý kov a neturbulentní vzor náplně zachycuje mnohem méně vzduchu. Polotuhé procesy jsou postaveny na platformách strojů se studenou komorou, ale používají upravené profily broků a specializovanou přípravu polotovarů. Výsledkem jsou odlitky s mechanickými vlastnostmi blížícími se kovaným dílům. Díly Rheocast z hliníku A356 dosahují pevnosti v tahu výše 310 MPa s tažností 10 % nebo více — výrazně lepší než konvenční odlitky A380 se studenou komorou.
Squeeze Casting
Squeeze casting – někdy klasifikovaný jako třetí kategorie tlakového lití – kombinuje principy tlakového lití a kování. Kov se nalije do otevřené matrice, poté úderník aplikuje tlak 50 až 150 MPa jak kov tuhne, zcela eliminuje smršťovací pórovitost. Proces využívá platformy strojů se studenou komorou a vyrábí díly s téměř nulovou porézností a vynikajícími mechanickými vlastnostmi, ale je pomalejší a dražší než konvenční lití do studené komory. Používá se pro letecké součásti, automobilové brzdové třmeny a další vysoce namáhané aplikace.
Jak vybrat správnou metodu tlakového lití pro váš díl
Výběr správného procesu tlakového lití začíná u slitiny, protože u většiny provedení se o slitině nedá obchodovat. Pokud technické požadavky vyžadují hliník – pro hmotnost, pevnost nebo tepelný výkon – studená komora je jedinou praktickou možností při tlakovém lití. Pokud je zinek přijatelný nebo preferovaný pro jeho přesnost, tenkostěnnou schopnost a kompatibilitu pokovování, horká komora se stává rychlejší a levnější cestou.
Po výběru slitiny pomohou následující otázky zúžit rozhodnutí:
- Jaký je roční objem? Obě metody potřebují objem, aby byly ekonomické, ale hliník se studenou komorou vyžaduje větší objem, aby se vyrovnaly vyšší náklady na nástroje.
- Jaká je hmotnost součásti a projektovaná hmotnost střely? Části nad 2 kg v zinku jsou neobvyklé; díly nad 5 kg z hliníku mohou vyžadovat velmi velké stroje se studenou komorou.
- Jsou přítomny prvky citlivé na poréznost? Tlakotěsné hydraulické průchody nebo konstrukční uzly, které budou svařovány, vyžadují vakuově podporovanou studenou komoru nebo zpracování v polotuhém stavu.
- Jaká povrchová úprava je požadována? Zinkové odlitky s horkou komorou přijímají galvanické pokovování přímo; hliníkové odlitky do studené komory jsou typicky práškově lakované, eloxované nebo ponechány holé.
- Jaké je operační prostředí? Zvýšené teploty nad 150 °C diskvalifikují slitiny zinku kvůli ztrátě pevnosti; hliník má dobré vlastnosti do 200–250 °C v závislosti na slitině.
Vypracování těchto otázek se slévárnou na tlakové lití během fáze návrhu – před nasazením nástrojů – je nejspolehlivějším způsobem, jak dosáhnout správného procesu pro vaši aplikaci. Kontrola návrhu pro výrobu (DFM) zkušeným inženýrem pro tlakové lití může identifikovat úhly úkosu, přechody tloušťky stěny a polohy dělicí čáry, které ovlivňují, který typ stroje a metoda vstřikování zajistí nejnižší zmetkovitost a nejdelší životnost formy pro vaši konkrétní geometrii součásti.