Může být hliník 6061 litý? Přímá odpověď
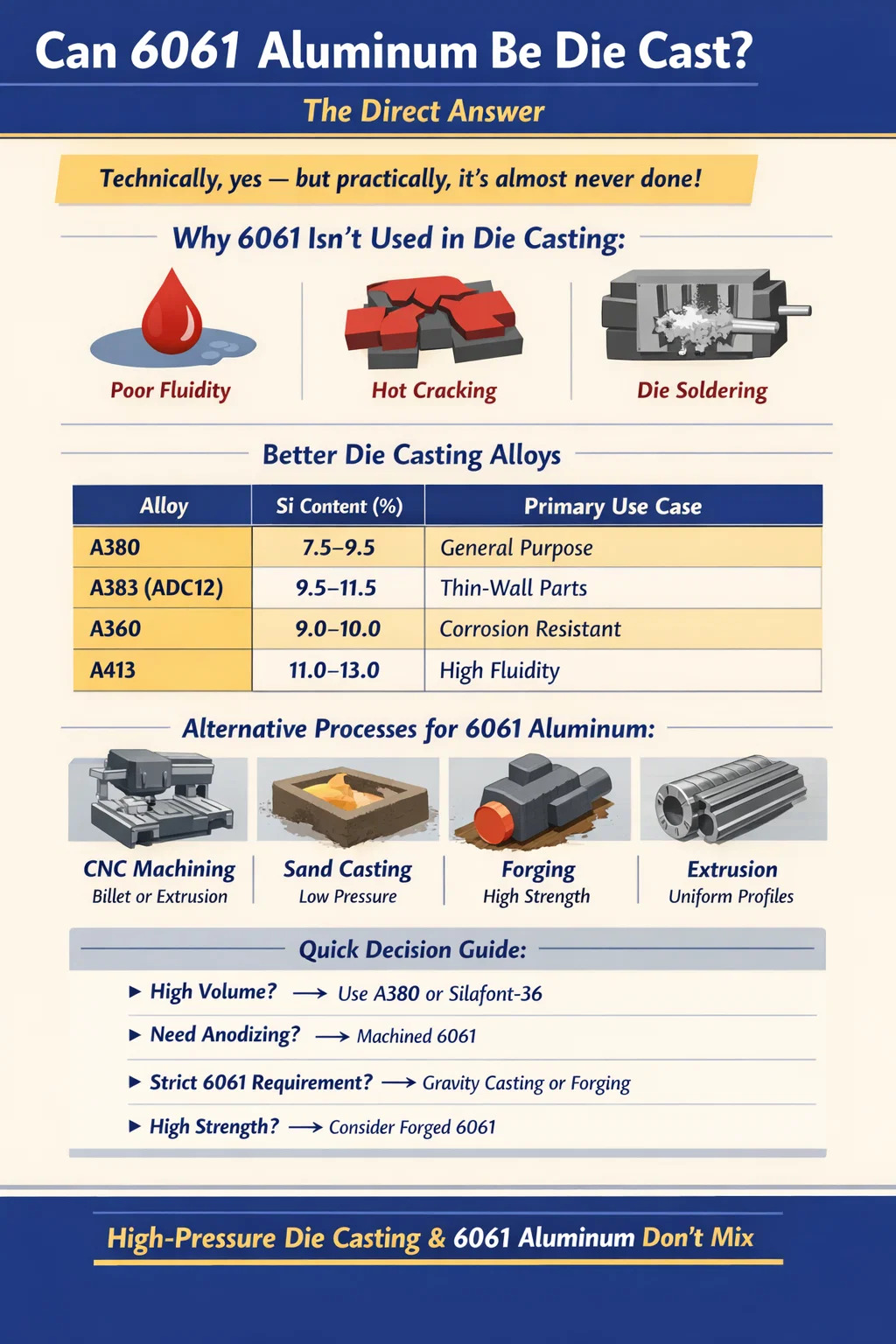
Technicky ano – ale v praktické výrobě, Hliník 6061 se při tlakovém lití téměř nikdy nepoužívá a většina zařízení pro tlakové lití to nedoporučuje. Důvod spočívá v chemii slitin. 6061 je tvářená hliníková slitina, což znamená, že byla navržena speciálně pro procesy, jako je vytlačování, válcování a kování – nikoli pro vstřikování do ocelových forem pod vysokým tlakem. Jeho obsah hořčíku a křemíku, i když je vynikající pro strukturální vlastnosti po tepelném zpracování, vytváří vážné problémy v prostředí tlakového lití: špatná tekutost, tendence k praskání za tepla a problémy s pájením, které zvyšují míru zmetkovitosti a náklady na nástroje.
Hliníkové slitiny, které dominují lití pod tlakem průmysl jsou účelově navrženy pro tento proces. A380, A383, A360 a ADC12 tvoří drtivou většinu hliníkových odlitků na celém světě právě proto, že jejich obsah křemíku – obvykle mezi 8 % a 12 % – jim dává tekutost taveniny, tepelné chování a vlastnosti tuhnutí, které tlakové lití vyžaduje. 6061 obsahuje pouze 0,4 %–0,8 % křemíku , hluboko pod prahem potřebným pro spolehlivé, velkoobjemové tlakové lití.
Tento článek vysvětluje, proč se 6061 chová tak, jak se chová při tlakovém lití, jaké existují alternativy a ve kterých scénářích výběr jiné slitiny – nebo úplně jiného procesu – přinese lepší výsledky za nižší cenu.
Pochopení hliníku 6061: Složení slitiny a jeho důsledky
Hliník 6061 je slitina řady 6xxx, což znamená, že jeho primárními legujícími prvky jsou hořčík (Mg) a křemík (Si). Standardní rozsah složení je následující:
| prvek | Rozsah složení (%) | Role ve slitině |
|---|---|---|
| křemík (Si) | 0,40 – 0,80 | Posílení přes Mg2Si sraženiny |
| Hořčík (Mg) | 0,80 – 1,20 | Primární posilovací prvek |
| měď (Cu) | 0,15 – 0,40 | Dodatečná pevnost, mírně snižuje odolnost proti korozi |
| Chrom (Cr) | 0,04 – 0,35 | Kontrola struktury zrna |
| železo (Fe) | Max 0,70 | Vedlejší; kontrolované jako nečistota |
| hliník (Al) | Zůstatek (~96–99) | Obecný kov |
Kombinace Mg a Si tvoří silicid hořčíku (Mg2Si), který se vysráží během tepelného zpracování (potvrzení T4 nebo T6), což dává 6061-T6 jeho dobře známou pevnost v tahu přibližně 310 MPa (45 000 psi) . Tato odezva precipitačního vytvrzování je jednou z největších výhod slitiny – je to však výhoda po zpracování, nikoli výhoda odlévání.
Naproti tomu nízký obsah křemíku znamená, že roztavená slitina má vysokou viskozitu a úzký rozsah tuhnutí. Když se nalévá nebo vstřikuje do formy, neteče snadno do tenkých stěn nebo složitých geometrií. Výsledkem jsou neúplné výplně, studené uzávěry a poréznost – vady, které jsou zvláště problematické u konstrukčních nebo tlakově těsných dílů odlévaných pod tlakem.
Proč má 6061 špatný výkon v procesu tlakového lití
Tlakové lití je vysokotlaký a vysokorychlostní proces. Roztavený hliník je vstřikován do ocelové matrice při tlacích typicky v rozmezí od 10 000 až 30 000 psi (69 až 207 MPa) , při dobách plnění měřených v milisekundách. Slitina musí okamžitě protékat žlaby a vtoky, zcela vyplnit tenké části a předvídatelně tuhnout. 6061 vytváří v tomto prostředí více bodů selhání.
Špatná tekutost taveniny
Tekutost slitin hliníku je z velké části řízena obsahem křemíku. Křemík snižuje bod tání, rozšiřuje teplotní okno kapalina-pevná látka a snižuje povrchové napětí v tavenině. Slitiny pro tlakové lití jako A380 obsahují zhruba 8,5 % křemíku. 6061 obsahuje méně než 1 %. Při testech tekutosti (např. spirálových testech tekutosti) A380 konzistentně vyplňuje dvakrát až třikrát délku, než bude tavenina 6061 za stejných podmínek. Tenkostěnné sekce pod 2 mm je v podstatě nemožné spolehlivě vyplnit pomocí 6061.
Praskání za horka během tuhnutí
6061 má široký rozsah tuhnutí — mezera mezi likvidem (~652°C) a solidem (~582°C) je přibližně 70°C. Během této polotuhé fáze je slitina náchylná k roztržení za tepla: částečně ztuhlá kostra se smrští, ale tekutý kov nemůže protékat zbývajícími kanály dostatečně rychle, aby to kompenzoval. Výsledkem jsou vnitřní praskliny. Slitiny pro tlakové lití s vysokým obsahem křemíku mají užší rozsahy tuhnutí , což znamená, že kov přechází z kapaliny na pevnou látku rychleji a rovnoměrněji, což výrazně snižuje riziko praskání za tepla.
Pájení v zápustce a poškození nástrojů
K pájení matrice dochází, když se hliník spojí s povrchem ocelové matrice. Obsah železa v matrici reaguje s hliníkem v tavenině za vzniku intermetalických sloučenin železa a hliníku (Fe-Al IMC) na povrchu matrice. Křemík působí jako pufr – přednostně reaguje se železem za vzniku Fe-Si fází, které jsou méně přilnavé a snadněji se uvolňují. Protože 6061 má nízký obsah křemíku, je mnohem náchylnější k pájení na čele matrice. To zvyšuje vyhazovací síly, způsobuje povrchové vady na odlitku a urychluje erozi formy. Uvádí se, že životnost matrice pro 6061 při zkouškách tlakového lití je výrazně kratší ve srovnání se standardními slitinami pro tlakové lití.
Komplikace tepelného zpracování
Jednou z hlavních atrakcí 6061 je jeho odezva na tepelné zpracování T6, které zvyšuje pevnost v tahu z přibližně 125 MPa (18 000 psi) v žíhaném stavu na přibližně 310 MPa (45 000 psi). Avšak díly odlévané pod tlakem – dokonce i v kompatibilních slitinách – je notoricky obtížné tepelně zpracovat, protože rychlé tuhnutí v nástroji zachycuje poréznost plynu. Když je porézní tlakový odlitek zpracován roztokovým teplem při teplotách kolem 530 °C, zachycený plyn expanduje a způsobuje puchýře na povrchu. Tlakové odlitky 6061 by čelily stejnému problému, přičemž již také trpěly problémy s tekutostí a praskáním během odlévání. Čistým výsledkem je, že předpokládanou pevnostní výhodu 6061 stejně nelze spolehlivě realizovat tlakovým litím.
Jaké hliníkové slitiny se ve skutečnosti používají při tlakovém lití
Průmysl tlakového lití se usadil na krátkém seznamu hliníkových slitin, které trvale poskytují spolehlivé a vysoce kvalitní výsledky. Pochopení těchto alternativ je zásadní při zvažování, zda pokračovat v lití pod tlakem pro součást, která byla původně navržena kolem roku 6061.
| Slitina | Obsah Si (%) | UTS (MPa) | Primární případ použití |
|---|---|---|---|
| A380 | 7,5 – 9,5 | ~317 | Všeobecný účel; celosvětově nejrozšířenější slitina pro tlakové lití |
| A383 (ADC12) | 9.5 – 11.5 | ~310 | Složité tenkostěnné díly; lepší tekutost než A380 |
| A360 | 9,0 – 10,0 | ~317 | Tlaková těsnost, odolnost proti korozi |
| A413 | 11,0 – 13,0 | ~296 | Nejvyšší tekutost; hydraulické komponenty, složité odlitky |
| Silafont-36 (Al-Si-Mg) | 9.5 – 11.5 | Až ~350 (T5/T7) | Konstrukční automobilové tlakové odlitky; tepelně zpracovatelné |
| 6061 | 0,40 – 0,80 | 310 (T6, tepaný) | Vytlačování, kování, obrábění – nikoli tlakové lití |
Samotný A380 představuje odhad 60 % nebo více všech hliníkových odlitků vyrobených v Severní Americe . Jeho kombinace dobrých mechanických vlastností, vynikající slévatelnosti a rozumné ceny z něj činí průmyslový standard. Když konstruktéři potřebují vysokopevnostní tepelně zpracovatelný hliník litý pod tlakem, stále častěji se obracejí na slitiny jako Silafont-36 nebo Aural-2, které jsou od základu navrženy tak, aby kombinovaly dobré chování při tlakovém lití se schopností reagovat na stárnutí – něco, co 6061 nemůže poskytnout ve formě odlévané pod tlakem.
Když inženýři specifikují 6061 a proč přecházejí
V mnoha scénářích vývoje produktu inženýři specifikují 6061 na začátku projektu, protože jsou s ním obeznámeni, nebo protože prototypy byly vyrobeny ze sochoru 6061. Když se objem výroby zvýší a tlakové lití se stane atraktivním pro snížení nákladů, otázka, zda ponechat 6061, se stává skutečným rozhodnutím. Typickým výsledkem je přechod na kompatibilnější slitinu pro tlakové lití, ale logika stojí za podrobné prozkoumání.
Požadavky na mechanické vlastnosti
Inženýři často specifikují 6061-T6 pro jeho pevnost v tahu přibližně 310 MPa a mez kluzu 276 MPa. Otázkou je, zda tyto vlastnosti aplikace skutečně vyžaduje, nebo zda byly vybrány konzervativně na základě obeznámenosti. Tlakově litý A380 dosahuje UTS kolem 317 MPa, velmi blízko 6061-T6, a mez kluzu zhruba 159 MPa. Pro aplikace, kde je mez kluzu kritickým parametrem – jako jsou konstrukční konzoly nebo nosná pouzdra – může A380 zaostávat a technik má dvě možnosti: navrhnout geometrii s dodatečnou tloušťkou stěny pro kompenzaci, nebo přejít na tepelně zpracovatelnou slitinu pro tlakové lití, jako je Silafont-36, která může po úpravě T5/T7 dosáhnout meze kluzu 240 MPa nebo vyšší.
Odolnost proti korozi
6061 je známý svou dobrou odolností proti korozi, zejména v námořním a venkovním prostředí. A380 obsahuje vyšší obsah mědi (až 3,5 %), což snižuje jeho odolnost proti korozi ve srovnání s 6061. Pokud součást potřebuje odolat solné mlze nebo ji použít v pobřežním prostředí bez povlaku, může A380 vyžadovat povrchovou úpravu. A360 je alternativní slitina pro tlakové lití s nižším obsahem mědi, která poskytuje lepší odolnost proti korozi a je často specifikována, když jsou součástí procesu anodizační nebo chromátové konverzní povlaky.
Eloxování a povrchová úprava
6061 eloxuje výjimečně dobře. Složení s nízkým obsahem železa a nízkým obsahem mědi vytváří čirou, konzistentní vrstvu anodického oxidu. Slitiny pro tlakové lití, zejména ty s vysokým obsahem křemíku, špatně eloxují – částice křemíku zůstávají neeloxované a ve vrstvě oxidu se jeví jako tmavě šedé nebo černé skvrny, což činí dekorativní lesklou anodizaci téměř nemožnou. Pokud součást vyžaduje čirou nebo barevnou anodizaci z estetických důvodů, tlakové lití je nesprávný proces bez ohledu na slitinu. Lití do písku nebo gravitační lití do forem s 6061 nebo podobnými slitinami pro tváření s následnou úpravou T6 je lepší cesta pro eloxované díly při středních objemech.
Obrobitelnost
6061 je radost obrábět. Vytváří čisté třísky, drží pevné tolerance a dobře přijímá závitování a řezání závitů. Slitiny pro tlakové lití jsou obecně tvrdší na řezné nástroje kvůli obsahu abrazivního křemíku, ačkoli A380 zůstává podle norem tlakového lití docela obrobitelný. Pokud je po odlévání vyžadováno značné dodatečné obrábění – například přesné vyvrtané otvory, závitové vložky nebo úzké tolerance rovinnosti – je třeba to zohlednit v celkovém srovnání procesních nákladů mezi tlakovým litím s A380 a alternativními procesy používajícími 6061.
Alternativní výrobní procesy pro hliník 6061
Protože 6061 není vhodný pro tlakové lití, měli by inženýři, kteří potřebují vlastnosti materiálu 6061, zvážit následující výrobní procesy, z nichž každý má své vlastní kompromisy, pokud jde o možnosti geometrie, povrchovou úpravu, náklady a škálovatelnost objemu.
CNC obrábění z předlitků nebo vytlačování
Pro malé až střední objemy – obvykle méně než 1 000 dílů za rok – je obrábění 6061 polotovarů nebo polotovarů pro vytlačování často nákladově nejefektivnějším přístupem. 6061 stroje při vysokých rychlostech s vynikající životností nástroje. Kompetentní CNC dílna může běžně udržovat tolerance ±0,025 mm (±0,001 palce). Omezením je plýtvání materiálem (poměry mezi nákupem a odletem mohou být vysoké u složitých dílů) a doba cyklu u složitých geometrií. U velkoobjemové výroby náklady na obrábění na díl rychle převyšují náklady na odlévání.
Lití do písku a lití do forem
6061 lze odlévat pískem nebo gravitačně plnit do trvalých forem. Tyto procesy zahrnují nižší vstřikovací tlaky než tlakové lití, což dává slitině čas na naplnění formy. Odlévání do písku 6061 se používá v leteckém a obranném průmyslu , kde požadavky na certifikaci materiálu nařizují složení slitiny a odezvu tepelného zpracování spíše než umožňují náhradu standardní slitinou pro tlakové lití. Mez kluzu pískových odlitků 6061 upravených T6 typicky spadá do rozmezí 220–260 MPa, poněkud pod hodnotu tvářenou, ale pro mnoho konstrukčních aplikací postačující. Náklady na nástroje pro lití do písku jsou nízké (v mnoha případech pod 5 000 USD), díky čemuž je životaschopné v objemech od jednoho prototypu až po několik tisíc dílů ročně.
Kování
6061 je jednou z nejčastěji kovaných hliníkových slitin. Kování vyrovnává strukturu zrna podél napěťových linií součásti a vytváří mechanické vlastnosti, které předčí odlévané i obráběné součásti. Kovaný 6061-T6 může dosáhnout pevnosti v tahu 330–350 MPa a meze kluzu 295–310 MPa — výrazně vyšší než standardní specifikace kovaného plechu. Konstrukční součásti pro letectví a kosmonautiku, součásti jízdních kol a díly odpružení automobilů se často kují z 6061. Nevýhodou je, že kovací zápustky jsou drahé (často 20 000 – 80 000 USD za sadu zápustek) a proces je nejvhodnější pro díly s relativně jednoduchou geometrií a bez podříznutí.
Vytlačování
Extruze je pravděpodobně nativní proces 6061. Slitina protéká matricí a vytváří dlouhé, konstantní profily průřezu vysokou rychlostí. Vytlačovací nástroje stojí 500–3 000 USD za jednoduché profily, díky čemuž je tento proces dostupný i při malých objemech. Jsou dosažitelné komplexní průřezy s dutými komorami. Sekundární operace, jako je řezání na délku, děrování, vrtání a ohýbání, přeměňují extrudované 6061 na hotové konstrukční součásti. Omezení spočívá v tom, že průřez musí být po celé délce stejnoměrný – vytlačování nemůže vytvořit trojrozměrnou složitost, jaké dosahuje tlakové lití.
Thixocasting a Rheocasting (polopevné zpracování)
Zpracování polotuhých kovů (SSM) je okrajovou, ale relevantní možností. Při tixocastingu se speciálně připravený předvalek 6061 s tixotropní mikrostrukturou zahřeje do polotuhé oblasti a vstříkne do formy. Protože je materiál částečně pevný, teče předvídatelněji, s menšími turbulencemi a menší porézností než konvenční lití pod tlakem. Výzkumné studie to prokázaly thixocast 6061-T6 může dosáhnout pevnosti v tahu 280–310 MPa , velmi blízko kovanému benchmarku. Omezením jsou náklady: proces přípravy polotovaru (metody SIMA nebo MHD) zvyšuje náklady a procesní okno je úzké, což vyžaduje přísnou kontrolu teploty. Zpracování SSM 6061 se používá v automobilových a leteckých součástech, kde mechanický výkon a složitá geometrie musí koexistovat, ale není to hlavní výrobní proces.
Vysokotlaké lití vs. nízkotlaké a gravitační procesy: Vliv na životaschopnost 6061
Stojí za to rozlišovat mezi různými rodinami odlévacích procesů, protože problémy s 6061 se výrazně liší v závislosti na plnicím tlaku a rychlosti.
- Vysokotlaké lití (HPDC) : Vstřikovací tlaky 10 000–30 000 psi, doba plnění 10–100 ms. 6061 je zcela nevhodný. Kombinace nízké tekutosti, náchylnosti k praskání za tepla a pájení v zápustce znemožňuje spolehlivou výrobu v komerčním měřítku.
- Nízkotlaké lití (LPDC) : Tlaky 5–15 psi (0,03–0,1 MPa), mnohem nižší rychlosti plnění. 6061 zde vychází lépe. LPDC se používá pro výrobu kol a některých konstrukčních automobilových odlitků. Pomalejší plnění snižuje turbulence a umožňuje některým slitinám s nižší tekutostí, aby fungovaly přijatelně. 6061 lze odlévat nízkotlakým litím se správným řízením teploty, i když vyžaduje pečlivou kontrolu procesu.
- Stálá gravitační forma (GPM / kokilové lití) : Žádný aplikovaný tlak; kov se plní gravitací. Toto je nejvíce shovívavý proces odlévání pro 6061 z hlediska kompatibility slitin. Odlitky GPM v 6061 lze spolehlivě tepelně zpracovat T6 a dosáhnout užitečných strukturních vlastností. Povrchová úprava a rozměrová konzistence jsou horší než HPDC, ale proces je pro tuto slitinu mnohem dostupnější.
- Vakuové lití pod tlakem : Varianta HPDC, kde je na dutinu formy před vstřikováním vytvořeno vakuum, aby se snížila poréznost. Zatímco podpora vakua zlepšuje hustotu součásti a umožňuje tepelné zpracování ve standardních slitinách pro tlakové lití, neřeší základní problémy s tekutostí nebo horkým praskáním spojené s 6061 v kontextu HPDC.
Praktické je, že pokud tlakové lití konkrétně znamená HPDC – což ve většině průmyslových konverzací dělá – pak je třeba se 6061 vyhnout. Pokud jsou v rozsahu nízkotlaké nebo gravitační procesy, 6061 se stává životaschopnou možností, zejména pro konstrukční díly vyžadující tepelné zpracování T6.
Porovnání nákladů: tlakové lití s A380 vs. alternativní procesy s 6061
Cena je jedním z nejčastějších faktorů, které stojí za otázkou, zda tlakově odlévat 6061 – návrhář obvykle požaduje materiálové vlastnosti 6061, ale ekonomiku tlakového lití na jednotlivé díly. Následující srovnání používá jako referenci reprezentativní konstrukční část pouzdra s mírnou složitostí.
| Proces | Slitina | Náklady na nástroje (přibližně) | Cena za díl 10k/rok | Tepelné zpracování je možné? |
|---|---|---|---|---|
| HPDC | A380 | 30 000 – 100 000 USD | $ 2 – $ 8 | Omezené (riziko poréznosti) |
| HPDC (strukturální) | Silafont-36 | 30 000 – 100 000 USD | $ 3 – $ 10 | Ano (pomocí vakua) |
| Gravitace Perm. Plíseň | 6061 | 5 000 – 20 000 USD | $ 8 – $ 20 | Ano (dosažitelné T6) |
| Odlévání do písku | 6061 | 1 000 – 8 000 USD | 15–40 USD | Ano (dosažitelné T6) |
| CNC obrábění | 6061 předvalek | 0–5 000 USD (upravování) | 20–80 USD | Ano (předupravená zásoba) |
Data ukazují, že HPDC s A380 nebo konstrukční slitinou pro tlakové lití přináší nejnižší náklady na díl při vysokých objemech, ale vyžaduje přijetí materiálu, který není 6061. Pokud je skutečně vyžadován materiál 6061 – například kvůli specifikacím leteckých materiálů nebo specifickým požadavkům na certifikaci koroze – pak gravitační lití nebo obrábění jsou ekonomicky racionální cestou, při výměně za vyšší cenu slitiny.
Nově vznikající alternativy: Slitiny pro tlakové lití z tvářeného složení
Průmysl neignoroval poptávku po tlakově litém hliníku s vlastnostmi blízkými 6061. Několik vývojářů slitin a slévárenských specialistů představilo slitiny navržené k překlenutí mezery mezi standardními slitinami pro tlakové lití a tvářenými sériovými kompozicemi. Stojí za to o nich vědět pro inženýry, kteří zvažují své možnosti.
Castasil-37 (Al-Si-Mg, nízký obsah železa)
Castasil-37, vyvinutý společností Rheinfelden Alloys, obsahuje přibližně 9–11 % křemíku s velmi nízkým obsahem železa (pod 0,15 %) a kontrolovaným hořčíkem. Jeho nízký obsah železa dramaticky snižuje tendenci k pájení v zápustce ve srovnání se standardními slitinami a slitinu lze odlévat pod tlakem pro výrobu tenkých, složitých profilů. Neodpovídá úplné odezvě tepelného zpracování 6061, ale jeho vlastnosti po odlití jsou konkurenceschopné s mnoha aplikacemi, které by jinak uvažovaly o 6061.
Aural-2 a Aural-5
Jedná se o primární hliníkové slitiny vyvinuté speciálně pro vysoce celistvé konstrukční tlakové odlitky, zejména v automobilovém sektoru, kde odolnost proti nárazu vyžaduje jak vysokou pevnost, tak vysokou tažnost. Aural-2 dosahuje hodnot prodloužení 10–15 % ve stavu T7 , což je srovnatelné s 6061-T6. Tyto slitiny mohou být odlévány pod tlakem pomocí vakuově podporované HPDC a poté tepelně zpracovány bez výrazných puchýřů, což představuje nejbližší dostupnou aproximaci k vlastnostem 6061 ve formě tlakového lití.
Slitiny řady 6xxx optimalizované pro HPdc (fáze výzkumu)
Akademické a průmyslové výzkumné skupiny vyvíjejí modifikované slitiny řady 6xxx se zvýšenými přísadami křemíku, které mají zlepšit výkonnost tlakového lití při zachování určité odezvy stárnutí. Ty ještě nejsou komerčně zavedeny ve velkém měřítku, ale výsledky pilotní výroby publikované v časopisech, jako je Journal of Materials Processing Technology, naznačují, že slitiny s 3–5 % Si a vyváženými přísadami Mg mohou dosáhnout pevnosti v tahu 280–300 MPa po úpravě T5 z HPDC. Toto zůstává aktivní oblastí rozvoje spíše než možnost připravené výroby.
Praktický průvodce rozhodování: Výběr mezi slitinami 6061 a tlakovým litím
Následující rozhodovací rámec má pomoci inženýrům a návrhářům produktů rychle identifikovat správnou cestu pro jejich konkrétní situaci.
- Pokud váš roční objem překročí 5000 dílů a složitost geometrie je vysoká, tlakové lití s A380 nebo strukturální slitinou je téměř jistě správný proces – přehodnoťte, zda jsou vlastnosti 6061 skutečně požadovány, nebo jsou jednoduše známé.
- Pokud je u hotového dílu vyžadováno dekorativní eloxování, je tlakové lití zcela nesprávným procesem. Použijte extrudovaný nebo obrobený 6061 s vhodnou povrchovou úpravou.
- Pokud je od odlitku požadována mez kluzu nad 200 MPa, vyhodnoťte vakuově podporovanou HPDC pomocí Silafont-36 nebo Aural-2, než se uchýlíte k procesu gravitačního lití s 6061.
- Pokud je specifikace slitiny stanovena zákazníkem, regulačním orgánem nebo leteckou normou citující 6061, nenahrazujte. Použijte gravitační lití, lití do písku nebo kování.
- Pokud je objem pod 1 000 dílů za rok a geometrie to umožňuje, CNC obrábění ze zásob 6061-T6 poskytne nejlepší mechanické vlastnosti s nejnižší investicí do nástrojů.
- Pokud jsou hlavními hnacími silami úspora hmotnosti a strukturální efektivita, zvažte, zda je kované 6061 ospravedlnitelné – výkovky mohou snížit hmotnost dílu o 15–30 % ve srovnání s ekvivalentním odlitkem, protože vynikající poměr pevnosti k hmotnosti umožňuje tenčí části.
Žádná odpověď se nehodí na každý produkt. Ale konzistentní konsenzus odvětví je jasný: nepokoušejte se o vysokotlaké lití hliníku 6061, pokud jsou cílem spolehlivé výsledky ve výrobní kvalitě. Metalurgický nesoulad mezi složením 6061 a požadavky procesu tlakového lití není technickou výzvou, kterou je třeba překonat optimalizací procesu – jde o základní problém výběru materiálu, který lze nejlépe vyřešit výběrem správné slitiny pro správný proces od začátku.