Krátká odpověď: Jak funguje tlakové lití
Odlévání pod tlakem je proces tváření kovu, při kterém se roztavený kov vstřikuje pod vysokým tlakem do tvrzené ocelové formy – nazývané matrice – a drží se tam, dokud kov neztuhne do přesného tvaru dutiny. Jakmile ztuhne, matrice se otevře, vyhazovací kolíky vytlačí součást a cyklus začíná znovu. Jedna kostka může opakovat tuto sekvenci stotisíckrát, než se opotřebuje.
Tento proces se primárně používá u neželezných slitin: hliníku, zinku, hořčíku a kovů na bázi mědi. Vstřikovací tlaky se typicky pohybují od 1 500 psi do více než 25 000 psi , což umožňuje tlakové lití vyrábět díly s tenkými stěnami, úzkými tolerancemi (často ±0,002 palce) a hladkými povrchovými úpravami jako odlitky bez následného rozsáhlého obrábění.
Pokud potřebujete desítky tisíc identických kovových dílů – automobilové držáky, kryty elektroniky, vodovodní armatury, součásti zařízení – tlakové lití je téměř vždy nákladově nejefektivnější výrobní metodou, jakmile absorbujete počáteční náklady na nástroje.
Proces tlakového lití krok za krokem
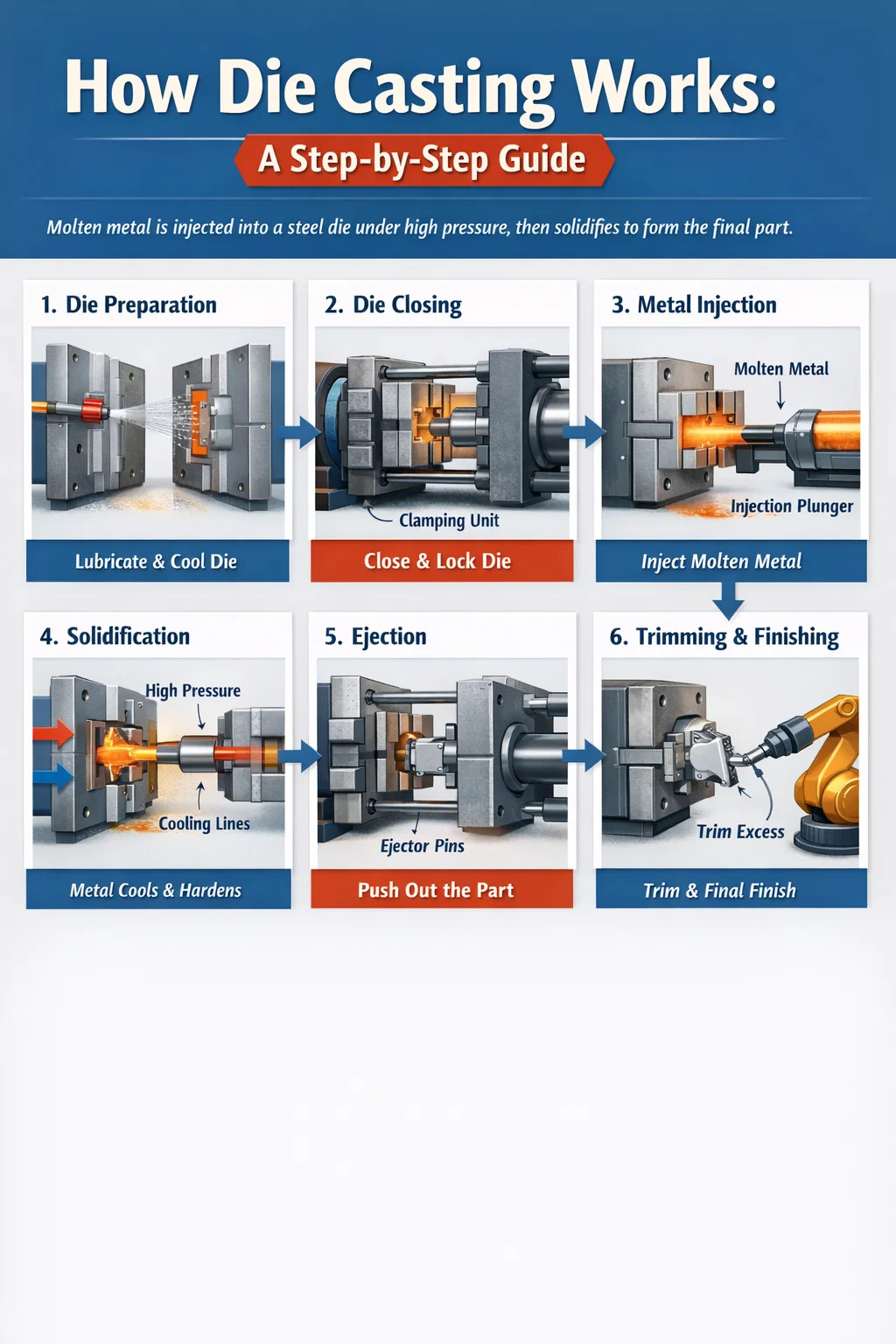
Pochopení toho, jak se tlakové lití provádí, vyžaduje projít každou fázi výrobního cyklu. I když různé stroje a slitiny představují různé varianty, základní sekvence je v celém odvětví konzistentní.
Krok 1 — Příprava a mazání matrice
Před každým výstřelem jsou poloviny matrice postříkány lubrikantem nebo separačním prostředkem. To slouží dvěma účelům: pomáhá to čistému vysunutí ztuhlého odlitku bez přilepení a mírně ochlazuje povrch formy, aby se zachoval konzistentní tepelný profil. Maziva na vodní bázi jsou nejběžnější volbou v moderních obchodech, protože snižují kouřivost a splňují ekologické předpisy. Stříkací cyklus obvykle trvá dvě až pět sekund a je automatizovaný na velkoobjemových linkách.
Krok 2 — Uzavření a upnutí matrice
Stroj na tlakové lití svírá obě poloviny formy k sobě obrovskou silou. Tato upínací síla se měří v tunách a musí překročit sílu, kterou natlakovaný roztavený kov vyvine na čela formy během vstřikování. Stroj dimenzovaný na 500 tun drží matrici zavřenou upínací silou 500 tun. Stroje se pohybují od méně než 100 tun pro malé zinkové díly až po 4 000 tun nebo více pro velké hliníkové konstrukční díly. Pokud je upínací síla nedostatečná, může roztavený kov vytrysknout mezi polovinami matrice a vytvořit tenká žebra na součásti a potenciálně poškodit nástroj.
Krok 3 — Vstřikování kovu
Toto je definující krok. Roztavený kov je vtlačován do dutiny formy prostřednictvím systému kanálků – vtokového kanálu, žlabů a vtok – které usměrňují tok do geometrie součásti. U strojů se studenou komorou se odměřený brok kovu nabere nebo automaticky nasype do brokového pouzdra a hydraulický plunžr jej pohání dopředu. U strojů s horkou komorou je vstřikovací mechanismus ponořen do lázně roztaveného kovu a přímo táhne přesnou dávku. Rychlost vstřikování lze nastavovat ve fázích: pomalá první fáze vyplní systém žlabu a rychlá druhá fáze vyplní dutinu součásti, aby se zabránilo předčasnému tuhnutí. Doba plnění samotné dutiny je často mezi 10 a 100 milisekundami.
Krok 4 — Intenzifikace a tuhnutí
Ihned poté, co se dutina naplní, stroj aplikuje intenzifikační tlak – sekundární, vyšší tlakový ráz – k nabalení většího množství kovu a kompenzaci smrštění při tuhnutí odlitku. Tento tlak je udržován po dobu prodlevy, typicky jednu až třicet sekund v závislosti na tloušťce stěny a slitině. Samotná matrice funguje jako chladič; jeho vnitřní chladicí kanály vedou vodu nebo termální olej pro rychlé a konzistentní získávání tepla. Rychlejší chlazení umožňuje kratší doby cyklu a jemnější mikrostrukturu v hotovém dílu.
Krok 5 — Otevření matrice a vysunutí součásti
Jakmile kov dostatečně ztuhne, upínací jednotka se zatáhne a poloviny matrice se oddělí. Odlitek zůstává na jedné polovině (polovina vyhazovače), protože úhly úkosu a geometrie jsou navrženy tak. Vyhazovací kolíky – kalené ocelové tyče zasazené do matrice – posouvají a vytlačují díl ven. Kolíky zanechávají malé kruhové svědecké stopy na nekritických plochách odlitku. Robot nebo lidský operátor díl odstraní a cyklus se restartuje.
Krok 6 — Oříznutí a dokončení
Surový odlitek vychází připojený k systému žlabu a brány a často má tenký záblesk podél dělicích čar. Trimovací nástroj v hydraulickém lisu odstřihne vodicí lišty a přebytečný záblesk jediným zdvihem. Další konečná úprava závisí na aplikaci: tryskání pro kosmetické povrchy, CNC obrábění závitových otvorů nebo přesných otvorů, tepelné zpracování konstrukčních hliníkových slitin a povrchové úpravy jako eloxování, práškové lakování nebo chromování.
Tlakové lití horké komory vs. studené komory
Každý ze dvou hlavních typů strojů vyhovuje jiné řadě slitin. Výběrem špatného typu pro daný materiál buď dojde ke zničení stroje nebo k výrobě nekvalitních dílů.
| Funkce | Horká komora | Studená komora |
|---|---|---|
| Umístění vstřikovacího systému | Ponořený do roztaveného kovu | Oddělte od pece |
| Kompatibilní slitiny | Zinek, hořčík, olovo, cín | Hliník, mosaz, hořčík (vysokoteplotní) |
| Rychlost cyklu | Rychlejší (až 18 ran/min pro zinek) | Pomalejší (ruční nabírání přidává čas) |
| Maximální vstřikovací tlak | ~2500 psi | Až 25 000 psi |
| Rozsah velikostí dílů | Malé až střední | Malé až velmi velké |
| Tendence k poréznosti | Nižší | Střední (spravováno řízením procesu) |
Stroje s horkou komorou nelze použít s hliníkem, protože hliník rozpouští železo při typických licích teplotách a rychle napadá ocelový husí krk a plunžr ponořeného vstřikovacího systému. Stroje se studenou komorou jsou správnou volbou pro tlakové lití hliníku – kov se taví v samostatné udržovací peci a do vstřikovacího pouzdra vstupuje pouze těsně před vstřikováním, což omezuje dobu expozice.
Materiály používané při tlakovém lití
Volba slitiny řídí téměř každé další rozhodnutí v procesu – typ stroje, materiál matrice, doba cyklu a vlastnosti finálního dílu. Toto jsou čtyři rodiny, které se nejčastěji vyskytují v komerčních operacích tlakového lití.
Hliníkové slitiny
Hliník tvoří zhruba 80 % veškeré výroby tlakových odlitků podle hmotnosti v Severní Americe. Nejpoužívanější slitiny jsou A380, A383 a A360. A380 nabízí vynikající rovnováhu mezi slévatelností, pevností (konečná pevnost v tahu kolem 47 000 psi) a odolností proti korozi, díky čemuž je výchozí volbou pro pouzdra automobilové a spotřební elektroniky. Nízká hustota hliníku – přibližně jedna třetina hustoty oceli – je hlavním hnacím motorem poptávky, protože výrobci automobilů hledají lehké komponenty, aby splnili cíle v oblasti spotřeby paliva a řady EV. Nevýhodou je vyšší licí teplota (kolem 1 200 °F / 650 °C), která zkracuje životnost matrice ve srovnání se zinkem.
Slitiny zinku
Slitiny zinku (Zamak 3, Zamak 5, ZA-8) se odlévají při mnohem nižších teplotách (kolem 780 °F / 415 °C), což dává nástrojům dramaticky delší životnost – často přes jeden milion výstřelů oproti 100 000–400 000 u hliníkových zápustek. Zinkové díly lze odlévat s extrémně tenkými stěnami (až do 0,4 mm) a velmi jemnými povrchovými detaily, proto se používají pro dekorativní kování, těla zámků a malé přesné mechanické součásti. Zinek je hustší než hliník, ale jeho nižší náklady na zpracování a delší životnost nástroje jej často činí ekonomičtějším pro velkoobjemové malé díly.
Slitiny hořčíku
Hořčík je nejlehčí konstrukční kov běžně litý pod tlakem, objemově je přibližně o 33 % lehčí než hliník. Slitiny jako AZ91D a AM60B se používají v automobilových interiérových konstrukcích, šasi notebooků a tělech elektrického nářadí, kde je hlavním faktorem hmotnost. Hořčík lze zpracovávat na strojích s horkou nebo studenou komorou v závislosti na konkrétní slitině a požadované velikosti součásti. Jedna důležitá úvaha při výrobě: hořčík je hořlavý v jemně rozmělněné formě, takže šrot a třísky vyžadují pečlivé zacházení a vyhrazené protipožární systémy v zařízení.
Slitiny na bázi mědi (mosaz a bronz)
Slitiny mědi vyžadují nejvyšší licí teploty – často přesahující 1 650 °F (900 °C) – což výrazně zkracuje životnost formy a zvyšuje náklady na energii. Mosazné a bronzové tlakové odlitky však nabízejí vynikající odolnost proti korozi, dobrou elektrickou vodivost a prvotřídní vzhled, díky kterému jsou cenné v sanitárních armaturách, elektrických konektorech a architektonickém hardwaru. Tlakové lití ze slitin mědi představuje malý, ale trvalý podíl na celkové produkci, protože žádný jiný materiál neodpovídá kombinaci vlastností při srovnatelných nákladech pro středně objemové díly.
Design a nástrojové vybavení
Forma je kapitálově nejnáročnějším prvkem procesu tlakového lití a její konstrukce přímo určuje kvalitu dílu, dobu cyklu a ekonomiku výroby. Špatně navržená matrice způsobí problémy, které žádné seřízení stroje plně nevyřeší.
Materiály matrice
Nástroje pro tlakové lití jsou téměř univerzálně vyráběny z nástrojové oceli H13 pro tváření za tepla, kalené na přibližně 44–48 HRC. H13 byl vybrán, protože odolává tepelné únavě – opakovanému zahřívání a kalení, které by popraskalo menší oceli během tisíců cyklů. Prémiové třídy H13 s přísnějšími kontrolami chemie a zpracováním vakuovým obloukovým přetavováním (VAR) mohou výrazně prodloužit životnost matrice. Pro velmi velkoobjemovou výrobu hliníku používají některé provozy modifikované oceli jako DIN 1.2367 nebo patentované třídy vyvinuté dodavateli nástrojů.
Návrh systému vtoků a vtoků
Tam, kde kov vstupuje do dutiny – umístění vtoku – řídí vzor plnění, zachycení vzduchu a smrštění. Simulační software (Magmasoft, ProCAST, Flow-3D) je nyní standardní praxí pro navrhování zápustek a umožňuje inženýrům modelovat tok kovu, předpovídat studené uzávěry, identifikovat, kde se pravděpodobně tvoří pórovitost, a optimalizovat umístění vtoku a přepadové šachty před řezáním jediného kusu oceli. Investice do simulace před výrobou nástrojů obvykle ušetří mnohem více, než jsou její náklady, protože zachytí problémy, které by jinak vyžadovaly nákladné úpravy zápustek.
Úhly ponoru a dělicí čáry
Každá svislá stěna v tlakovém odlitku musí mít úhel úkosu – mírné zkosení – aby se dílu umožnilo uvolnit se z formy bez tažení nebo lepení. Typické úhly úkosu jsou 1° až 3° pro vnější povrchy a 2° až 5° pro vnitřní jádra. Stěny s nulovým tahem jsou teoreticky možné se speciálními nátěry nebo geometrickými triky, ale zvyšují náklady a riziko. Dělicí čára je místo, kde se obě poloviny matrice setkávají; jeho správné umístění minimalizuje záblesky, zjednodušuje konstrukci nástroje a usnadňuje ovládání kosmetických povrchů.
Návrh chladicího systému
Vnitřní chladicí kanály vyvrtané skrz ocelovou zápustku vedou vodu s řízenou teplotou. Jejich umístění vzhledem k tlustým úsekům součásti, kde se koncentruje teplo, určuje, jak rovnoměrně odlitek tuhne a jak rychle může cyklus probíhat. Konformní chlazení – kanály, které sledují obrysy dutiny zápustky, spíše než aby byly přímo vrtané – se stále více vyrábí pomocí aditivních výrobních vložek, což umožňuje agresivnější odvod tepla v kritických zónách a zkrácení doby cyklu v některých aplikacích o 15–25 %.
Klíčové parametry procesu a jak jsou řízeny
Tlakové lití není operace „nastav a zapomeň“. Stabilní, vysoce kvalitní proces vyžaduje aktivní sledování a řízení řady vzájemně závislých proměnných.
- Teplota kovu: Příliš horké zvyšuje poréznost smršťování a erozi matrice; příliš chladný způsobí chybné chody a studené zavření. Hliník se typicky lije při teplotě 677 °C až 732 °C v závislosti na geometrii součásti a tloušťce stěny.
- Rychlost vstřikování: První fáze (pomalá) rychlost naplní běžec; druhá fáze (rychlá) rychlost vyplňuje dutinu. Rychlost brány – rychlost, kterou kov prochází branou do součásti – se u hliníku obvykle pohybuje mezi 100 a 180 ft/s.
- Intenzifikační tlak: Aplikuje se ihned po vyplnění dutiny, tento tlak sbalí tuhnoucí kov, aby se snížily dutiny způsobené smrštěním. Typické intenzifikační tlaky pro hliník jsou 8 000–15 000 psi.
- Teplota matrice: Forma musí dosáhnout a udržovat tepelnou rovnováhu – typicky 300 °F–500 °F (150 °C–260 °C) pro hliník – před zahájením výroby dílů. Studená matrice způsobuje povrchové vady; přehřátá matrice prodlužuje dobu cyklu a urychluje tepelnou únavu.
- Vakuový asistent: Některá zařízení pro tlakové lití používají vakuová potrubí připojená k dutině formy k odsávání vzduchu před vstřikováním. Odstranění vzduchu snižuje poréznost plynu a umožňuje vyšší rychlosti vstřikování bez zachycení plynu v součásti – zvláště cenné pro konstrukční součásti, které budou tepelně zpracovány nebo svařovány.
Moderní tlakové licí stroje zaznamenávají procesní data každého výstřelu – polohu plunžru, rychlost, tlakové křivky – v reálném čase. Statistické grafy řízení procesu signalizují, když se parametry posunou mimo stanovené limity, což umožňuje procesním inženýrům opravit problémy dříve, než zmetkovitost stoupne.
Běžné vady tlakového lití a jejich příčiny
Pochopení mechanismů defektů je ústředním bodem odstraňování problémů. Většina defektů se vrací k relativně malému souboru základních příčin.
Pórovitost
Nejčastější vada tlakového lití. Existují dva typy: pórovitost plynu, způsobená vzduchem nebo rozpuštěným vodíkem zachyceným během plnění, a pórovitost smršťování, způsobená nedostatečným množstvím kovu pro zásobování smršťujících se částí, když tuhnou. Pórovitost plynu se typicky projevuje jako zaoblené dutiny v blízkosti povrchu nebo v oblastech, které se poslední vyplňují. Poréznost smršťování se jeví jako nepravidelné, zubaté dutiny v tlustých průřezech. Mezi nápravná opatření patří podtlaková podpora, optimalizovaný design brány, upravený intenzifikační tlak a redukce tloušťky stěny díky přepracování součásti.
Cold Shuts a Misruns
Studený uzávěr se objeví jako viditelná čára na odlévacím povrchu, kde se setkala dvě čela toku kovu, ale nespojila se správně, protože před spojením příliš vychladla. Chybný běh je neúplná výplň – část dutiny, do které se před ztuhnutím jednoduše nedostalo dostatek kovu. Obojí je způsobeno nedostatečnou teplotou kovu, příliš nízkou rychlostí vstřikování, nedostatečným objemem kovu nebo nadměrným chlazením formy. Zvýšení teploty kovu, rychlosti vstřikování nebo hmotnosti broku tyto defekty obvykle řeší.
Pájení a eroze matrice
K pájení dochází, když se hliníková slitina přilepí na ocel matrice, vytáhne materiál z povrchu součásti při vyhazování a případně vytvoří usazeniny na matrici. Je poháněn chemickou reakcí mezi roztaveným hliníkem a železem v ocelové zápustce, urychlenou vysokou teplotou kovu a vysokou rychlostí hradla, která opakovaně dopadá na stejný povrch zápustky. Ochranné povlaky (nitridace, PVD povlaky jako TiAlN), řízení teploty matrice a optimalizované mazání snižují frekvenci pájení. Vážné případy vyžadují leštění nebo opravu svarem.
Flash
Flash je tenké kovové žebro, které se vytlačuje mezi polovinami matrice nebo kolem vyhazovacích kolíků. Je důsledkem nedostatečné upínací síly, opotřebených nebo poškozených povrchů dělicí čáry nebo nadměrného vstřikovacího tlaku. Drobný blesk je odstraněn v trimovacím lisu; trvalé blikání označuje problém stroje, matrice nebo procesního parametru, který vyžaduje nápravu, než se zhorší.
Variace a pokročilé metody tlakového lití
Kromě konvenčního vysokotlakého lití pod tlakem řeší několik variant procesu specifické požadavky na součástky nebo kvalitativní cíle, které standardní lití nemůže splnit.
Vakuové lití
Vakuové lití do formy odsává vzduch z dutiny formy bezprostředně před vstřikováním prostřednictvím vyhrazených vakuových ventilů. Zbytkový tlak vzduchu v dutině je u pokročilých systémů snížen pod 50 mbar. Výsledkem je dramaticky nižší poréznost plynu, která umožňuje tepelné zpracování odlitků (T5 nebo T6) a svařování – schopnosti, kterých standardní tlakové lití nemůže spolehlivě dosáhnout. Konstrukční automobilové díly, jako jsou tlumiče, B-sloupky a kryty baterií, jsou stále častěji vyráběny tímto způsobem.
Polopevné tlakové lití (Thixocasting a Rheocasting)
Při zpracování v polotuhém stavu je kov vstřikován při teplotě mezi jeho likvidem a solidem – v částečně ztuhlém stavu podobném kaši. Protože je kov viskóznější a plní formu méně turbulentním, laminárnějším způsobem, je výrazně sníženo zachycování plynu. Díly vyrobené reocastingem nebo thixocastingem se mohou v některých geometriích blížit úrovním poréznosti kovaných dílů. Proces je složitější a nákladnější na provoz než konvenční tlakové lití, takže je vyhrazen pro vysoce hodnotné komponenty v letectví, motorsportu a prémiových automobilových aplikacích.
Squeeze Casting
Squeeze casting využívá mnohem nižší vstřikovací rychlosti, ale velmi vysoký tlak (často 10 000–30 000 psi) aplikovaný a udržovaný po celou dobu tuhnutí. Vysoký trvalý tlak potlačuje poréznost a zjemňuje mikrostrukturu, čímž vznikají odlitky s mechanickými vlastnostmi blížícími se vlastnostem výkovků. Hliníková kola pro vysoce výkonná vozidla jsou běžnou aplikací lisování. Doby cyklů jsou delší než u konvenčního lití pod tlakem a proces vyžaduje pečlivější návrh formy pro rozložení tlaku.
Mega-Casting (Gigacasting)
Nedávný vývoj vedený převážně průmyslem elektrických vozidel, mega-casting používá stroje o hmotnosti 6 000 tun nebo větší k výrobě jednotlivých hliníkových konstrukčních odlitků, které nahrazují sestavy desítek lisovaných a svařovaných ocelových dílů. Tesla tento přístup zpopularizovala svým odlitkem zadní části karoserie, který spojuje přibližně 70 jednotlivých dílů do jediného záběru. Několik dalších výrobců automobilů nyní uvádí do provozu nebo provozuje podobné velkoformátové buňky pro tlakové lití. Ekonomický případ spočívá na sníženém počtu nástrojů, jednodušších montážních linkách a nižších nákladech na spojování, ačkoli to vyžaduje velmi velké počáteční investice do stroje.
Tlakové lití vs. jiné procesy odlévání kovů
Tlakové lití není jediný způsob, jak odlévat kovové díly, a není vždy ten správný. Pochopení toho, kam se hodí vzhledem k alternativám, pomáhá při výběru správného procesu pro daný projekt.
| proces | Náklady na nástroje | Cena za část (vysoký objem) | Rozměrová přesnost | Nejlepší pro |
|---|---|---|---|---|
| Lití pod vysokým tlakem | Vysoká (20 000 $ – 200 000 $) | Velmi nízké | Výborně | Velkoobjemové neželezné díly |
| Trvalé lití do forem | Mírný | Nízká | Dobře | Střední objem, silnější stěny |
| Investiční lití | Mírný | Vysoká | Velmi vysoká | Složitá geometrie, slitiny železa, letectví a kosmonautika |
| Lití do písku | Nízká | Mírný to high | Chudé až spravedlivé | Nízká volume, large parts, iron/steel |
Rozhodnutí obvykle závisí na objemu. Nástroje pro tlakové lití hliníkových součástí běžně stojí mezi 30 000 a 150 000 USD v závislosti na složitosti. Tato investice dává smysl při 50 000 nebo více součástech za rok, ale je těžké ji ospravedlnit pro několik stovek jednotek. Pro malosériovou výrobu je odlévání do písku nebo vytavitelné lití ekonomičtější, i když náklady na díl jsou vyšší. Pro slitiny železa (ocel, železo) se tlakové lití obecně vůbec nepoužívá – vhodnou volbou je vytavitelné lití, lití do písku nebo kování.
Odvětví a aplikace, kde dominuje tlakové lití
Díky kombinaci rychlosti, přesnosti a schopnosti tvarování pod tlakem se tlakové lití stalo výchozím výrobním procesem pro širokou škálu kategorií produktů v různých průmyslových odvětvích.
- Automobilový průmysl: Bloky motorů (v některých konfiguracích), skříně převodovek, těla olejových čerpadel, sestavy držáků, kliky dveří, kryty zrcátek, kola (squeeze cast) a stále větší konstrukční díly karoserie v bílé barvě. Automobilový průmysl je největším jednotným trhem pro tlakové lití a představuje více než 50 % severoamerické produkce podle hodnoty.
- Spotřební elektronika: Šasi notebooku a tabletu, vnitřní rámy smartphonů, těla fotoaparátů a konstrukce chladiče těží z hliníkové kombinace lehkosti, tepelné vodivosti a strukturální tuhosti.
- Průmyslové vybavení: Skříně převodovek, tělesa čerpadel, tělesa motorů a tělesa ventilů jsou vyráběna ve velkých objemech s konzistentní tloušťkou stěny a tlakově těsnou integritou.
- Telekomunikační infrastruktura: Kryty základnových stanic 5G a komponenty tepelného managementu využívají hliníkové odlévání pro kombinaci stínění EMI, tepelného výkonu a rozměrové stability.
- Instalatérství a HVAC: Mosazné a hliníkové tlakově lité armatury, ventily a rozdělovací bloky jsou každoročně instalovány po milionech v obytné a komerční výstavbě.
- Elektrické nářadí a spotřebiče: Skříně motorů, převodové skříně a konstrukční rámy pro elektrické nářadí, zahradní zařízení a domácí spotřebiče se spoléhají na tlakové lití pro přesné tolerance a dobrou povrchovou úpravu při vysokých rychlostech výroby.
Co můžete očekávat z hlediska tolerancí, povrchové úpravy a dodací lhůty
Kupující a inženýři specifikující díly odlévané pod tlakem potřebují realistická očekávání ohledně toho, co proces může a nemůže poskytnout bez sekundárních operací.
Rozměrové tolerance
Tlakové lití dosahuje užších tolerancí než lití do písku nebo lití do trvalých forem, ale nejedná se o proces přesného obrábění. Pro hliník jsou typické tolerance v odlitku ±0,003 až ±0,005 palce na palec. Prvky, které vyžadují přísnější kontrolu – vrtání ložisek, pozice závitových otvorů, lícované plochy – vyžadují po odlití CNC obrábění. Severoamerická asociace pro tlakové lití (NADCA) publikuje podrobné normy tolerance, které jsou průmyslovou referencí pro specifikaci tlakově litých dílů.
Povrchová úprava
Odlévané povrchy na tlakově litém hliníku jsou obvykle v rozsahu 63–125 mikropalců Ra (1,6–3,2 mikrometrů Ra), což je dostatečně hladké pro většinu funkčních a kosmetických účelů bez další povrchové úpravy. Zinkové tlakové odlitky mohou dosáhnout ještě jemnějších odlitých povrchů a mohou být přímo galvanicky pokovovány, což je činí preferovanými pro dekorativní kování, které bude pochromováno nebo poniklováno.
Dodací lhůta pro nástroje a Dodací lhůta součásti
Výroba nástrojů pro středně složitou hliníkovou formu pro tlakové lití obvykle trvá 8 až 14 týdnů od schválení návrhu až po první výstřely. Jednoduché nástroje mohou být dokončeny rychleji; velké, vícedutinové nebo složité raznice mohou trvat 16–20 týdnů. Jakmile jsou nástroje osvědčené a jsou ve výrobě, dodací lhůty dílů závisejí na počtu sérií a harmonogramu, ale u standardních objednávek jsou běžně 3–6 týdnů. Velkoobjemové vyhrazené linky mohou dodávat díly s kratší výpovědní lhůtou, jakmile bude stanoven plán výroby.