
Domov / Zprávy / Zprávy průmyslu / Hliníkové obráběné díly vs odlévání: Tolerance, náklady a slitiny
Hliníkové obráběné díly překonávají hliníkové odlévání, když nejvíce záleží na toleranci a strukturální celistvosti
Krátká odpověď: vyberte si hliníkové obráběné díly vždy, když součást vyžaduje úzké rozměrové tolerance (typicky ±0,01 mm až ±0,05 mm), plně hustou mikrostrukturu bez poréznosti nebo nízký až střední objem výroby, kde náklady na nástroje nelze ospravedlnit. Vyberte si hliníkový odlitek když je geometrie složitá, je velikost série velká (často 10 000 jednotek) a je přijatelná mírně nižší rozměrová přesnost. Ani jeden proces není univerzálně „lepší“ – řeší různé technické problémy a nejsilnější dodavatelské řetězce ve skutečnosti kombinují oba a obrábějí kritické dosedací plochy na litý polotovar.
Tento článek rozebírá skutečné rozdíly mezi subtraktivním obráběním a odléváním, slitiny, které každý proces upřednostňuje, tolerance, které můžete reálně očekávat, a to, jak kupující ve skutečnosti dělají rozhodnutí o kompromisu ohledně skutečných výrobních zakázek v roce 2026.
Jak se vlastně vyrábí hliníkové obráběné díly
Obráběné hliníkové díly začínají jako tvářený materiál – tyč, deska nebo vytlačování – který již má konzistentní strukturu zrna bez dutin z válcování nebo vytlačování. CNC fréza nebo soustruh poté odebírá materiál řízenými průchody, dokud se neobjeví konečná geometrie. Neexistuje žádný krok tavení, žádné smršťování, které by se mělo kompenzovat, a žádné riziko, že se uvnitř součásti vytvoří zachycené plynové kapsy.
Typická výrobní sekvence
- Výběr surového materiálu a řezání na hrubou velikost polotovaru
- Programování CAM z 3D modelu včetně simulace dráhy nástroje
- Hrubé frézování nebo soustružení pro rychlé odstranění sypkého materiálu
- Polodokončovací průchody pro přiblížení součásti ke konečnému rozměru
- Dokončovací průchody při nižších rychlostech posuvu pro povrchy s těsnou tolerancí
- Odstraňování otřepů, čištění a kontrola rozměrů
- Volitelná povrchová úprava (eloxování, pasivace, tryskání)
5osé obráběcí centrum dokáže udržet orientaci jednoho dílu při většině operací, což omezuje chyby upnutí a zkracuje dobu cyklu u dílů s úhlovými prvky – něco, k čemu by tříosá fréza potřebovala více nastavení.
Obráběné díly vs. hliníkové odlévání: přímé srovnání
Kupující se často ptají, zda by součást „měla být“ odlita nebo obrobena, než bude existovat jediný výkres. Níže uvedená tabulka uvádí praktické rozdíly, které ve skutečnosti řídí toto rozhodnutí na úrovni výroby, spíše než teoretické.
| Faktor | Hliníkové obráběné díly | Odlévání hliníku |
|---|---|---|
| Typická tolerance | ±0,01 mm až ±0,05 mm | ±0,2 mm až ±0,5 mm (jako odlitek) |
| Riziko vnitřní pórovitosti | Žádné (tepané zásoby) | Přítomno, zejména v tlustých řezech |
| Investice do nástrojů | Nízká (pouze svítidla) | Vysoká (formy nebo formy) |
| Nejlepší objem objednávky | Prototypy do středního objemu | Střední až vysoká hlasitost |
| Svoboda geometrie | Omezeno přístupem k nástroji | Možné složité vnitřní dutiny |
| Mechanická pevnost | Vyšší, rovnoměrný tok zrna | Nižší, pokud není tepelně ošetřeno |
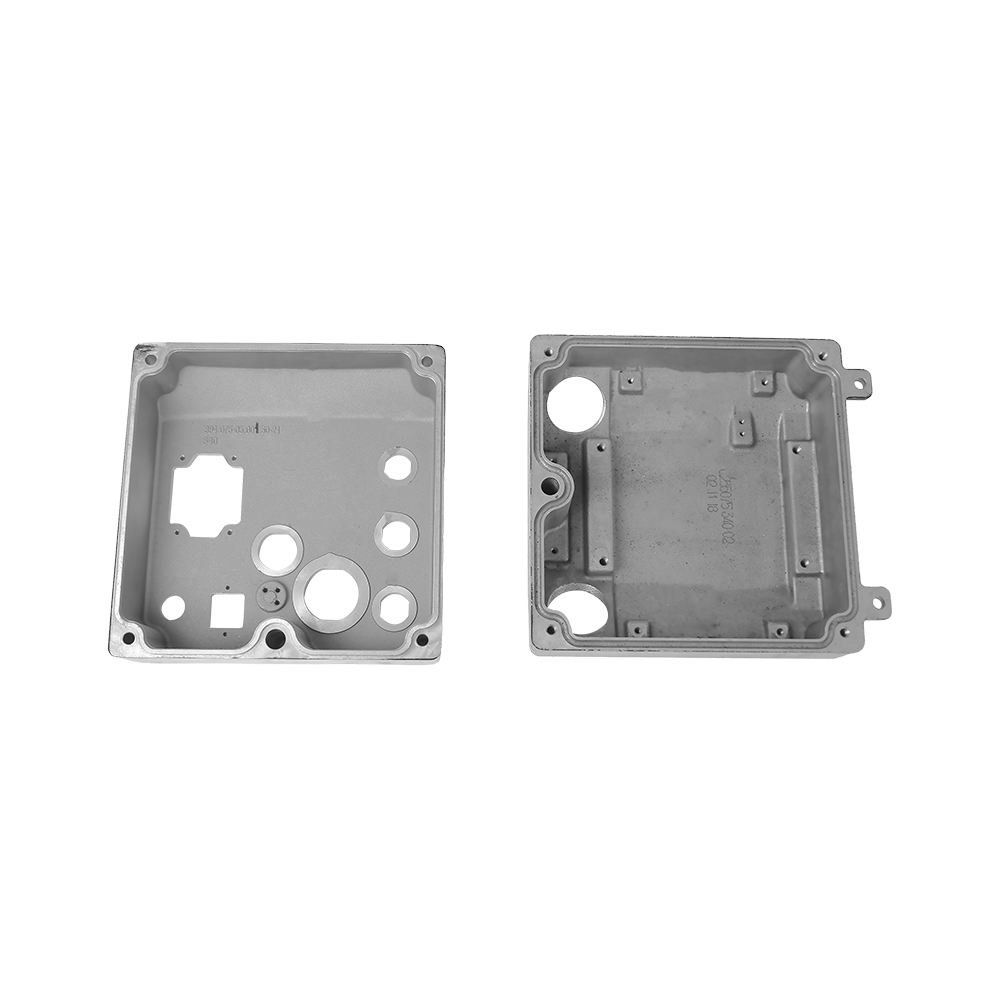
V praxi mnoho výrobních programů využívá oba procesy společně: an hliníkový odlitek ekonomicky tvaruje hrubý tvar pouzdra a obrábění pak dokončuje ložiskové otvory, montážní čela a závitové otvory, které vyžadují přesnost, kterou povrch odlitku nemůže poskytnout.
Výběr slitiny: Co se skutečně děje na stole stroje
Ne každá třída hliníku obrábí stejným způsobem a slitina zvolená před výrobcem určuje řeznou rychlost, opotřebení nástroje a pevnost finálního dílu.
Běžné slitiny a jejich chování při obrábění
| Slitina | Hodnocení obrobitelnosti | Typické použití |
|---|---|---|
| 6061-T6 | Dobře | Obecné konstrukční držáky, pouzdra |
| 6082-T6 | Dobře | Nosné rámy, skříně převodovek |
| 7075-T6 | Spravedlivý | Letecké kování, vysoce namáhané díly |
| 2024-T3 | Spravedlivý | Konstrukční prvky kritické proti únavě |
| 5052-H32 | Výborně | Z plechu odvozené opracované desky |
7075 nabízí nejvyšší poměr pevnosti k hmotnosti v tomto seznamu, ale generuje více tepla a opotřebení nástroje během řezání, což je důvod, proč obchody s vysokými objemy dílů 7075 upřednostňují povlakované karbidové nástroje a nižší rychlosti posuvu vřetena, než by používaly u 6061.
Tolerance, povrchová úprava a co skutečně znamená "přesnost".
Slovo „preciznost“ se v dodavatelském marketingu používá volně, takže pomáhá ukotvit jej do reálných čísel. Univerzální tříosá fréza se standardními nástroji na hliníku 6061 se pohodlně drží ±0,05 mm přes středně velký díl. Přechod na pevný 5osý střed s chladicí kapalinou řízenou teplotou a kalibrovaným snímáním to může snížit na ±0,01 mm na kritických vlastnostech, což je rozsah, který většina přesných sedel ložisek a těsnicích ploch vyžaduje.
Možnosti povrchové úpravy po obrábění
- Povrchová úprava jako po obrábění (Ra 1,6–3,2 μm) – standard pro vnitřní, nekosmetické povrchy
- Tryskání perličkami — jednotná matná textura, skryje stopy po nástroji
- Typ II čirý nebo barevný elox — odolnost proti korozi plus barevné možnosti
- Tvrdá anodizace typu III — odolnost proti opotřebení pro posuvné nebo pohyblivé sestavy
- Leštění – zrcadlový nebo saténový povrch pro viditelné díly orientované na spotřebitele
Odlévané díly naopak dědí texturu povrchu formy nebo formy přímo. Dosažení stejné kvality povrchu na odlitku obvykle vyžaduje sekundární obrábění pouze na funkčních plochách – což je přesně hybridní pracovní postup zmíněný dříve.

Kde se hliníkové obráběné díly objevují ve skutečných produktech
Níže uvedené aplikace odrážejí, kde výhody tolerance a pevnosti obrábění skutečně odůvodňují vyšší jednotkové náklady ve srovnání s litím.
Společné oblasti použití
- Robotické klouby a přesné pohybové stupně vyžadující opakovatelné polohování
- Montážní držáky optiky a kamery, kde je kritická tolerance vyrovnání
- Letecké tvarovky a konstrukční konektory při únavovém zatížení
- Součásti polovodičového zařízení vyžadující vakuově těsné těsnicí plochy
- Kryty zdravotnických prostředků vyžadující opakovatelné povrchy bez kontaminace
- Vlastní automobilové prototypové díly před uvedením licí formy do provozu
Je běžné, že se nový produkt uvede na trh s plně opracovanými díly během prototypování a raných výrobních sérií a poté se přejde na odlévané polotovary s lehkým obráběním, jakmile objem vyšplhá dostatečně vysoko na to, aby amortizoval náklady na nástroje – tento vzor je konzistentně pozorován napříč průmyslovými zařízeními a dodavatelskými řetězci spotřební elektroniky.
Porovnání nákladů: Ekonomika obrábění na jednotku vs. odlévání
Obrábění s sebou nenese žádné vstupní náklady na nástroje, ale jednotková cena zůstává relativně stabilní napříč objemem, protože každý díl stále spotřebovává stejný strojní čas. Odlévání vyžaduje investici do formy nebo formy předem, ale náklady na jednotku prudce klesnou, jakmile se tato investice rozloží na tisíce jednotek.
Break-Even chování
Pro typickou skupinu se střední složitostí má obrábění tendenci zůstat variantou s nižšími celkovými náklady pod zhruba 500–2 000 jednotek, v závislosti na složitosti součásti a době cyklu. Nad tímto objemem se tlakově litý hliník s lehkým obráběním na kritických plochách obvykle stává ekonomičtějším, protože náklady na lisování jsou amortizovány a doby cyklu na díl jsou mnohem kratší než u plného CNC programu.
Využití materiálu je dalším faktorem, který kupující přehlížejí: obrábění dílu z masivní tyče může odejít 50 % až 80 % původních zásob jako šrot , zatímco odlévání tvaruje součást téměř do sítě a vytváří mnohem méně odpadu – ačkoli hliníkový šrot je snadno recyklovatelný, takže to ovlivňuje náklady více než výsledky udržitelnosti.
Kontroly kontroly kvality, které by kupující měli požadovat
Před přijetím šarže obráběných hliníkových dílů by měl kupující potvrdit, že dodavatel provedl následující kontroly, protože ty přímo odrážejí, zda byly uvedené tolerance skutečně dosaženy na dílně, nikoli pouze na výkresu.
- Zpráva o kontrole prvního výrobku (FAI) s plnými rozměrovými údaji oproti výkresu
- CMM (souřadnicový měřicí stroj) hlásí kritické toleranční znaky
- Testování drsnosti povrchu na funkčních nebo těsnících površích
- Certifikace materiálu navazující na původní šarži mlýna
- Ověření tloušťky eloxování nebo povlaku tam, kde je specifikována povrchová úprava
Vyžádat si tyto dokumenty předem, před první produkční sérií, spíše než po odmítnuté zásilce, je jediným nejúčinnějším způsobem, jak se později ve vztahu vyhnout rozměrovým sporům.
Rozhodování mezi obrobeným a litým hliníkem pro nový díl
Praktický kontrolní seznam pro rozhodování, který odráží, jak zkušení kupující skutečně přistupují k novému číslu dílu:
- Je požadavek na toleranci někde na součásti těsnější než ±0,1 mm? Lean obrobené.
- Je očekávaný roční objem nižší než zhruba 2000 jednotek? Lean obrobené.
- Má součást složité vnitřní dutiny, jejichž frézování by bylo nákladné? Lean casting nebo hybrid.
- Je odolnost proti únavě při cyklickém zatížení hnacím motorem návrhu? Štíhlá obráběná tvářená slitina.
- Je díl stále ve fázi prototypu těžkého designu, změny designu? Štíhlé opracované, protože při změně konstrukce není třeba vyřazovat žádnou matrici.
To je přesně důvod, proč mnoho výrobců objednává během vývoje malé obráběné série a hliníkovou licí formu zamkne až poté, co se design stabilizuje několika cykly revizí.
Navrhování hliníkových obráběných dílů s nižšími náklady bez ztráty přesnosti
Náklady na obrábění jsou řízeny mnohem více konstrukčními volbami, než většina kupujících očekává. Dva díly se stejnou funkcí mohou nést 40% rozdíl v nákladech čistě proto, že jeden byl nakreslen s ohledem na obrábění a druhý nikoli. Následující principy design-for-manufacturing (DFM) trvale snižují dobu cyklu a zmetkovitost hliníkových dílů.
Poloměry rohů místo ostrých vnitřních rohů
Standardní stopková fréza nemůže řezat skutečně ostrý vnitřní roh – vždy ponechává poloměr rovný poloměru nástroje. Zadáním malého vnitřního poloměru (obvykle 0,5 mm až 3 mm v závislosti na velikosti součásti), který odpovídá standardnímu nástroji, se vyhnete vlastnímu nástroji a opakovaným výměnám nástrojů, což výrazně zkracuje dobu cyklu u dílů s mnoha kapsami.
Tloušťka stěny a průhyb
Tenké hliníkové stěny pod 1,5 mm se mohou při řezné síle vychýlit a vytvářet stopy chvění a rozměrový posun, zejména u 6061 a měkčích temper. Udržení konstrukčních stěn nad zhruba 2 mm nebo přidání dočasného popruhu, který se odstraní v pozdější operaci, udrží součást dostatečně tuhou, aby udržela toleranci po celou sekvenci řezání.
Poměry hloubky a průměru díry
Standardní vrtání zůstává účinné až do poměru hloubky k průměru asi 5:1. Kromě toho se stává obtížný odvod třísek, zvyšuje se průhyb nástroje a trpí přímost. Hluboké, úzké díry za tímto poměrem často vyžadují cykly vrtání pistolí nebo vrtání s vrtáním, které oba zvyšují strojní čas a náklady, kterým se konstruktér někdy může vyhnout zkrácením díry nebo zvětšením jejího průměru.
Minimalizace nastavení
Pokaždé, když se součást uvolní a znovu upevní, dojde k opětovnému zavedení malého množství chyb polohy a strojního času se ztratí na přemístění. Navržení prvků tak, aby bylo možné dosáhnout co nejvíce z jedné orientace nebo z protilehlých ploch, ke kterým má stroj se 4. osou nebo 5 osou přístup bez ručního opětovného upnutí, udržuje toleranční hromadu i náklady pod kontrolou.

Požadavky specifické pro daný obor, které tlačí zákazníky k obrábění
Různá průmyslová odvětví váží rozhodnutí obrábění versus odlévání odlišně na základě vlastních regulačních a výkonnostních tlaků.
Letectví a obrana
Úspora hmotnosti se promítá přímo do kapacity paliva nebo užitečného zatížení, takže držáky a armatury pro letectví a kosmonautiku jsou téměř vždy obráběny z tvářeného materiálu 7075 nebo 2024 spíše než odlévání, protože struktura plně hustého zrna poskytuje předvídatelnou únavovou životnost při opakovaných cyklech letového zatížení. Požadavky na sledovatelnost rovněž upřednostňují tvářený materiál, protože certifikace mlýnů se řídí jedinou kontinuální várkou spíše než tavnou lázní, která může mísit více taveb.
Polovodičová a vakuová zařízení
Vakuové komory a komponenty pro manipulaci s plátky nemohou tolerovat mikroporéznost běžnou u odlitků, protože zachycené plynové kapsy mohou pomalu ustupovat ve vakuovém prostředí a kontaminovat procesní komoru. Obráběné díly 6061 nebo 6082 s plně hustou strukturou jsou standardní volbou pro tyto těsnicí plochy.
Lékařská zařízení
Čistota povrchu a opakovatelnost rozměrů v každé jednotce v dávce jsou v lékařských aplikacích důležitější než náklady na suroviny. Obráběné díly nabízejí konzistentnější povrchovou úpravu pro eloxované nebo pasivované lékařské kryty a absence vnitřních dutin snižuje riziko zachycených nečistot během čisticích cyklů.
Automobilový prototyp a malosériová výroba
Automobilové programy často objednávají prvních několik stovek jednotek nového držáku nebo krytu jako obrobené díly, zatímco vývoj formy pro případnou litou verzi stále probíhá, což umožňuje pokračovat v testování vozidel bez čekání na několikaměsíční dodací lhůtu.
Robotika a řízení pohybu
Opakovatelné polohování v robotických kloubech a fázích lineárního pohybu závisí na těsných, konzistentních tolerancích napříč každou jednotkou. Obrobený hliník, držený na ±0,01 mm až ±0,02 mm na kritických otvorech a montážních plochách, poskytuje inženýrům řízení pohybu předvídatelný základ, kterému se tolerance v odlitku nemohou rovnat bez dodatečného dokončovacího průchodu.
Běžné vady při obrábění hliníku a jak jim renomované obchody předcházejí
Pochopení toho, co se může pokazit, pomáhá kupujícímu klást ostřejší otázky během kvalifikace dodavatele.
| Defekt | Typická příčina | Metoda prevence |
|---|---|---|
| Cvakání značky | Nedostatečná tuhost nebo špatné otáčky vřetena | Optimalizované posuvy a rychlosti, přidaná podpora upínání obrobku |
| Rozměrový posun napříč dávkou | Opotřebení nástroje není mezi díly kompenzováno | Průběžné snímání a plánované aktualizace offsetu nástroje |
| Otřepy na hranách | Tupé nástroje nebo agresivní výstupní řezy | Vyhrazený odjehlovací krok, zkosené okraje |
| Odbarvení po eloxování | Nekonzistentní složení slitiny nebo povrchová kontaminace | Certifikovaný mlýnský materiál, důkladné předeloxovací čištění |
| Poškození závitu | Opotřebené kohoutky nebo nesprávná velikost vodicího otvoru | Plánovaná výměna závitníku, kontrola závitoměru |
Kvalifikace dodavatele obrábění: Otázky, které stojí za to položit před první objednávkou
Kromě ceny a dodací lhůty odhaluje malý soubor provozních otázek, zda dodavatel dokáže trvale dodržet tolerance uvedené v nabídce.
- Na jakých strojových platformách probíhá úloha – 3osé, 4osé nebo plně 5osé současně?
- Je teplota v dílně řízena a v jakém rozsahu?
- Jaké CMM nebo optické měřicí zařízení se používá pro výstupní kontrolu?
- Může dodavatel poskytnout zprávy o kontrole prvního výrobku namapované na popisky výkresů?
- Jaká je typická míra zmetkovitosti nebo přepracování u srovnatelných rodin dílů?
- Provádí se eloxování, pokovování nebo tepelné zpracování interně nebo externě?
- Jak je zajištěna sledovatelnost materiálu od certifikátu válcovny až po hotový díl?
Dodavatel, který na tyto otázky odpoví konkrétně, spíše reálnými čísly než všeobecným ujištěním, je mnohem pravděpodobnější, že dodrží tolerance slíbené v nabídce, jakmile výroba skutečně začne.
Úvahy o materiálové účinnosti a recyklovatelnosti
Hliník je dnes jedním z nejvíce recyklovatelných technických kovů ve výrobě, což ovlivňuje ekonomiku obrábění i odlévání. Třísky z obrábění, ačkoli představují významnou ztrátu materiálu z původní tyčoviny, jsou snadno shromažďovány a dále prodávány jako čistý šrot, protože nenesou žádné povlaky ani kontaminaci kromě zbytků řezné kapaliny. Recyklovaný hliník vyžaduje pouze zlomek energie potřebné k výrobě primárního hliníku z bauxitové rudy, což je důvod, proč většina strojíren udržuje vyhrazené nádoby na třídění šrotu podle typu slitiny, aby se zachovala hodnota sebraných třísek při dalším prodeji.
Licí šrot, včetně žlabů, vtoků a vyřazených dílů, je podobně recyklovatelný, i když třídění podle slitin se stává důležitější, protože slévárny často mísí různé druhy hliníku pro různé práce. Odběratelé, kteří se zaměřují na podávání zpráv o udržitelnosti, stále častěji žádají dodavatele o zdokumentované míry recyklace šrotu jako součást kvalifikačního procesu spolu s tradičnějšími údaji o toleranci a nákladech.
Realita dodací lhůty: Co lze očekávat v každé fázi výroby
Očekávaná dodací lhůta se významně liší mezi objednávkou prvního prototypu a zavedenou opakovanou výrobní sérií.
| Jeviště | Typická dodací lhůta | Hlavní ovladač |
|---|---|---|
| První prototyp (1–5 jednotek) | 3–7 pracovních dnů | Programování a nastavení přípravku |
| Malá dávka (10–200 jednotek) | 1–3 týdny | Kapacita stroje a dokončovací kroky |
| Opakujte výrobní běh | 1–2 týdny | Dostupnost materiálu, pozice ve frontě |
| Nová hliníková licí forma | 8–16 týdnů | Návrh zemřít, výroba, zkušební výstřely |
Tato časová mezera je hlavním důvodem, proč obrábění zůstává výchozí volbou během raného vývoje produktu, a to i pro díly, které nakonec přejdou na hliníkový odlitek jakmile objemy ospravedlňují investici do matrice a další dva až čtyři měsíce doby přípravy nástrojů.
Často kladené otázky
Je CNC obráběný hliník pevnější než litý hliník?
Obecně ano. Tvářený hliník používaný pro obrábění má spojitou, směrově zrnitou strukturu z válcování nebo vytlačování, zatímco litý hliník může obsahovat mikroskopickou poréznost, která působí jako bod koncentrace napětí. U dílů pod cyklickým nebo únavovým zatížením obrobené tvářené slitiny obvykle překonávají ekvivalenty odlitku, pokud není odlitek tepelně zpracován a izostaticky lisován za tepla, aby se uzavřela pórovitost.
Kolik stojí obrábění hliníku v porovnání s litím?
Obrábění nemá žádné náklady na nástroje, ale relativně stabilní jednotkovou cenu napříč objemem. Odlévání vyžaduje investici do formy (běžně pětimístná až šestimístná cena v závislosti na velikosti a složitosti součásti), ale jednotková cena výrazně klesá při vyšších objemech. Bod křížení je typicky mezi 500 a 2 000 jednotkami pro středně složité díly, i když se liší podle geometrie.
Jakou toleranci vlastně dokáže CNC stroj na hliníku udržet?
Standardní tříosé obrábění na hliníku 6061 spolehlivě drží ±0,05 mm napříč běžnými velikostmi prvků. Špičkové 5osé zařízení s přísnou kontrolou prostředí a průběžným snímáním může dosáhnout ±0,01 mm u kritických rozměrů, což je úroveň požadovaná pro přesné vrtání ložisek a těsnicí plochy.
Může jeden díl kombinovat odlévání a obrábění?
Ano, a to je velmi běžný přístup ve středně až velkoobjemové výrobě. Hrubý tvar se odlévá, aby se řídily náklady na materiál a doba cyklu, poté CNC stroj dokončuje pouze kritické prvky – montážní čela, otvory, závitové otvory – kde tolerance v odlitku není dostatečná.
Které hliníkové slitiny obrábějí nejrychleji s nejmenším opotřebením nástrojů?
6061 a 5052 jsou obecně považovány za nejsnáze obrobitelné slitiny, které nabízejí dobrou rovnováhu mezi tvorbou třísky, povrchovou úpravou a životností nástroje. 7075 a 2024 nabízejí vyšší pevnost, ale generují více tepla a abrazivního opotřebení během řezání, což obvykle vyžaduje nižší rychlosti posuvu a povlakované karbidové nástroje pro zachování životnosti nástroje.
Změní eloxování rozměry opracovaného hliníkového dílu?
Ano, mírně. Eloxování přidává na povrch vrstvu oxidu a zhruba polovina této tloušťky vrstvy se vytváří směrem ven z původního povrchu. U prvků s malou tolerancí to strojníci obvykle zohledňují tím, že před eloxováním obrobí díl mírně poddimenzovaný, takže konečný rozměr povlaku odpovídá specifikaci.
Proč jsou obráběné hliníkové díly dražší na jednotku než lité díly při velkém objemu?
Doba obrábění se mění zhruba lineárně s počtem dílů, protože každá jednotka stále vyžaduje stejné řezné operace bez ohledu na to, kolik jich bylo vyrobeno předtím. Odlévání klade své náklady na zápustku, takže jakmile je tato investice amortizována ve velkém rozsahu, marginální náklady na díl klesnou hluboko pod to, čeho lze dosáhnout obráběním při stejném objemu.
Lze svařovat opracované hliníkové díly?
Ano, většina tvářených slitin používaných pro obrábění, včetně 6061 a 5052, je snadno svařitelná pomocí procesů TIG nebo MIG. 7075 a 2024 se obtížněji svařují bez výrazné ztráty pevnosti v tepelně ovlivněné zóně, takže konstrukce vyžadující svařované spoje ve vysokopevnostních aplikacích místo toho často specifikují 6061 nebo podobnou svařitelnou slitinu.
Jaké je minimální objednací množství pro CNC obráběné hliníkové díly?
Většina strojíren přijímá objednávky počínaje jedinou prototypovou jednotkou, protože kromě programování a upnutí nejsou nutné žádné investice do nástrojů. To je jedna z nejjasnějších praktických výhod, které má obrábění oproti odlévání, kde je minimální objednané množství často řízeno potřebou ospravedlnit náklady na zápustku spíše než jakékoli technické minimum.
Jak velikost součásti ovlivňuje schopnost tolerance obrábění?
Větší díly se obecně hůře udržují se stejně přísnou tolerancí jako malé díly, protože tepelná roztažnost, rovinnost stolu stroje a tuhost upínacích přípravků se při delším rozpětí stávají významnějšími. Přesný prvek na 50mm dílu se snáze drží na ±0,01mm než stejný prvek na 500mm dílu, kde tepelné a mechanické variace na větším povrchu přirozeně rozšiřují dosažitelné toleranční pásmo.








