
Průvodce odléváním hliníku
Co jsou Odlévání hliníku Projekty — a proč dominují moderní výrobě
Projekty odlévání hliníku zahrnují vše od malých amatérských odlitků na dvorcích až po velkoobjemovou průmyslovou výrobu pro letecký a automobilový průmysl. Krátká odpověď: odlévání hliníku je jednou z nejuniverzálnějších, nákladově efektivních a škálovatelných metod obrábění kovů, které jsou dnes k dispozici, a řada životaschopných projektů – od okrasných zahradních soch po konstrukční bloky motorů – je skutečně obrovská. Pokud hodnotíte, zda přístup k odlévání hliníku vyhovuje vaší aplikaci, odpověď je téměř vždy ano, pokud zvolíte správný proces odlévání pro vaši geometrii, požadavky na toleranci a objem výroby.
Hustota hliníku sedí zhruba 2,7 g/cm³ , méně než třetinová ve srovnání s ocelí, přesto moderní hliníkové slitiny dosahují pevnosti v tahu nad 500 MPa. Tento poměr pevnosti a hmotnosti je to, co posunulo odlévání hliníku do tolika náročných odvětví. Globální trh hliníkových odlitků byl oceněn přibližně na 67,5 miliardy USD v roce 2023 a předpovídá se, že do roku 2030 překročí 95 miliard USD, podle údajů zveřejněných společností Grand View Research – což je složené roční tempo růstu tažené převážně přijetím elektrických vozidel (EV) a mandáty pro odlehčení napříč odvětvími dopravy.
Tento článek pokrývá celou oblast: hlavní procesy odlévání, nejlepší hliníkové slitiny pro konkrétní typy projektů, návrhová pravidla, která zabraňují defektům, příklady skutečných projektů s výrobními daty, dokončovací techniky a upřímný pohled na náklady a očekávání dodací lhůty. Ať už jste výrobce plánující první lití do písku nebo produktový inženýr hodnotící nástroje pro tlakové lití, níže uvedené informace jsou uspořádány tak, aby byly okamžitě užitečné.
Pět základních procesů odlévání hliníku — srovnání vedle sebe
Výběr správného procesu je tím nejdůležitějším rozhodnutím v každém projektu odlévání hliníku. Každá metoda nabízí jinou rovnováhu mezi náklady na nástroje, povrchovou úpravou, rozměrovou tolerancí, minimální tloušťkou stěny a ekonomickým objednaným množstvím. Níže uvedená tabulka destiluje praktické kompromisy.
| Proces | Náklady na nástroje | Povrchová úprava (Ra) | Tolerance (typická) | Nejlepší rozsah hlasitosti | Min. Tloušťka stěny |
|---|---|---|---|---|---|
| Odlévání do písku | Nízká (500–5000 USD) | 12–25 µm | ±0,5–1,5 mm | 1–5 000 ks | 3–5 mm |
| Permanentní forma (gravitační matrice) | Střední (5 000–30 000 USD) | 3–6 µm | ±0,25–0,5 mm | 1 000–50 000 ks | 2–3 mm |
| Vysokotlaké lití pod tlakem (HPDC) | Vysoká (20 000–200 000 USD) | 1–2 µm | ±0,05–0,15 mm | 10 000–1 000 000 ks | 0,8–1,5 mm |
| Investiční lití (ztracený vosk) | Středně vysoká (3 000–50 000 USD) | 1,5–3 µm | ±0,1–0,25 mm | 100–20 000 ks | 1–2 mm |
| Odlévání ztracené pěny | Nízko-střední (1 000–15 000 USD) | 5–10 µm | ±0,3–0,8 mm | 500–30 000 ks | 2–4 mm |
Odlévání do písku: Vstupní bod pro zakázkové hliníkové projekty
Odlévání do písku zůstává nejdostupnější metodou odlévání hliníku pro zakázkovou, maloobjemovou nebo prototypovou práci. Zelený písek (směs křemičitého písku, bentonitového jílu a vlhkosti) je zabalen kolem dřevěného nebo uretanového vzoru, vzor je odstraněn a roztavený hliník – obvykle při 660–720 °C – se nalije do dutiny. Časy cyklů jsou ve srovnání s tlakovým litím pomalé, ale v podstatě neexistuje žádný horní limit velikosti. Závod GM Casting v Defiance, Ohio, odlévá do písku lité hliníkové bloky motorů o hmotnosti přes 40 kg pomocí automatizovaných linek na formování matných desek – což dokazuje, že odlévání do písku se při správném obrábění neliší od hobby použití.
Pro projekty sléváren na zahradě je zelený písek levný na míchání a opětovné použití. Základní dvoudílné uspořádání baňky může poskytnout vynikající výsledky se slitinami, jako je A356 nebo 319. Kritickou proměnnou je obsah vlhkosti: příliš vlhké vytváří poréznost páry; příliš suché kolabuje. Cíl je zhruba 2–4 % hmotnostní vlhkosti , snadno zkontrolovat špetkovým testem.
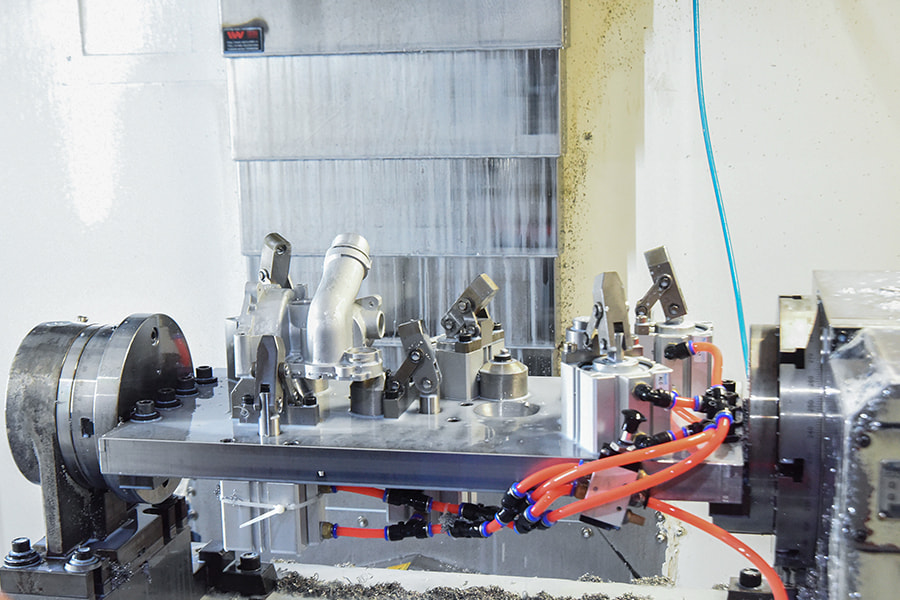
Vysokotlaké lití: objem, přesnost a tenké stěny
HPDC vstřikuje roztavený hliník do tvrzené ocelové matrice při tlacích 0,5 10–175 MPa , vyplnění dutiny v milisekundách. Proces je výjimečně rychlý – časy cyklu 30–120 sekund jsou běžné u středně složitých dílů – a vyrábí díly téměř čistého tvaru s tloušťkou stěny jen 0,8 mm v optimalizovaných konstrukcích. Dominantním uživatelem je automobilový průmysl. Podle Aluminium Association přibližně 75 % všech automobilových hliníkových odlitků jsou vyráběny pomocí HPDC, včetně klikových skříní motoru, skříní převodovek a stále častěji velkých konstrukčních součástí vyráběných na megalicích strojích (giga lisech) s uzavírací silou až 9 000 tun, což je technologie, kterou vyvinula Tesla a nyní ji převzaly Toyota, Volvo a další.
Hlavním kompromisem HPDC je poréznost: zachycení vzduchu během rychlého plnění vytváří mikroskopické dutiny, které mohou narušit strukturální integritu a zabránit tepelnému zpracování. Vakuově podporované tlakové lití (VADC) to výrazně snižuje, umožňuje tepelné zpracování T6 a zvyšuje pevnost v tahu nad 300 MPa i u sekundárních křemíkových slitin.
Hliníkové odlévací slitiny — Materiál odpovídá požadavkům projektu
Ne všechny hliníkové slitiny se lijí nebo fungují stejně. Slitiny odlévaného hliníku jsou označeny čtyřmístným systémem (např. A380, A356, 319), který označuje jejich primární legující prvky a složení. Volba slitiny ovlivňuje tekutost, odolnost proti roztržení za tepla, mechanickou pevnost, odolnost proti korozi a obrobitelnost – to vše se výrazně liší mezi rodinami slitin.
A380
A380 — Univerzální HPDC Workhorse
A380 (Al-Si8.5Cu3.5) představuje více než 85 % všech hliníkových tlakových odlitků v Severní Americe, podle Aluminium Association. Jeho vysoký obsah křemíku (7,5–9,5 %) poskytuje vynikající tekutost a minimální smrštění, zatímco přísady mědi zvyšují pevnost v tahu na 317 MPa v litém stavu. Není vhodný pro eloxování (obsah mědi způsobuje skvrny), ale výjimečně dobře snáší práškový nátěr a barvu. Používá se pro kryty elektroniky, automobilové držáky, pouzdra elektrického nářadí a pneumatická potrubí.
A356
A356 — Slitina konstrukce a vzhledu
A356 (Al-Si7Mg0,3) je standardní volbou pro pískové a trvalé formy, kde je plánováno tepelné zpracování T6. Po ošetření roztokem při 538 °C a umělém stárnutí při 154 °C poskytuje A356-T6 pevnost v tahu 262 MPa a meze kluzu 186 MPa — podstatně lepší než hodnoty v původním stavu. Nízký obsah mědi znamená, že se čistě eloxuje, takže je oblíbený pro architektonické odlitky, svítidla, kola pro trh s náhradními díly a kryty pro letectví a kosmonautiku. Vynikající svařitelnost slitiny je sekundární výhodou při opravách nebo výrobních pracích.
319
319 — Automobilový průmysl a všeobecné strojírenství
319 (Al-Si6Cu3.5) je tradiční volbou pro součásti motoru odlévané do písku – hlavy válců, sací potrubí a skříně převodovky. Jeho obsah mědi poskytuje dobrou pevnost při zvýšených teplotách, což je důležité, když provozní prostředí přesahuje 150 °C. Ford, GM a Chrysler používají slitiny rodiny 319 po desetiletí v hlavách motorů s tlačnou tyčí a OHC. Slitina se vyrábí čistě a přijímá tvrdou anodizaci přiměřeně dobře, pokud je obsah mědi řízen na spodní hranici specifikace.
535
535 (Almag 35) — Námořní projekty a projekty odolné proti korozi
Pro projekty vystavené slané vodě nebo prostředí s vysokou vlhkostí – námořní hardware, pobřežní architektonické prvky, zařízení pro chemické zpracování – 535 (Al-Mg6,8) nabízí výjimečnou odolnost proti korozi, dobrou svařitelnost a přirozeně lesklý povrch po eloxování. Jeho nižší obsah křemíku ztěžuje odlévání (vyšší náchylnost k roztržení za tepla) a vyžaduje pečlivou konstrukci vtoků a řízené teploty lití. Pevnost v tahu v litém stavu je přibližně 240 MPa , srovnatelný s A356-T6 bez nutnosti tepelného zpracování.
Příklady projektů lití hliníku v reálném světě napříč průmyslovými odvětvími
Šíře projektů odlévání hliníku v aktivní výrobě je širší, než si většina lidí uvědomuje. Níže uvedené příklady pokrývají kontexty nadšenců, průmyslových, architektonických a spotřebních výrobků, každý s příslušnými údaji o procesech a slitinách.
01
Backyard Foundry: Hliníkový kryt a podložka z pískového odlitku
Oblíbený základní projekt odlévání hliníku v komunitě výrobců zahrnuje chrániče nožů, chrániče prstů a podpěry pro vlastní čepele. Díly jsou malé (typicky pod 50 g), geometricky jednoduché a snášejí drsnost povrchu typickou pro lití do zeleného písku. Dobře fungují písty A356 nebo šrot (často slitina 4032). Teplota taveniny by měla být udržována na 700–730 °C aby bylo zajištěno úplné naplnění bez nadměrné absorpce plynu. Konečná úprava mokrým a suchým brusným papírem o zrnitosti 120 až 600 s následným leštěním dosahuje téměř zrcadlového vzhledu bez tepelného zpracování po odlévání.
02
Architektonický hliníkový odlitek: Krytky sloupů, zábradlí a ozdobné panely
Architektonické projekty odlévání hliníku mají dlouhou historii – hliníkový uzávěr na Washingtonově památníku, instalovaný v roce 1884, zůstává jedním z prvních zaznamenaných použití přesného odlévání hliníku. Moderní architektonické projekty používají trvalé lití do formy nebo pískové lití se slitinami A356 nebo 535. Typické aplikace zahrnují okrasná schodišťová zábradlí, ozdobné hlavice sloupů, fasádní panely budov a zakázkové dveřní kování. Eloxování – zejména eloxování tvrdým povlakem na 25–50 µm – poskytuje trvanlivou ochranu proti korozi nenáročnou na údržbu, kterou lze barvit podle konstrukčních specifikací. Několik výrobců v oblasti pobřeží Mexického zálivu dodává architektonické prvky lité do písku s dodací lhůtou 4–8 týdnů pro vlastní vzory .
03
Automobilový průmysl: Bloky motorů HPDC a konstrukční odlitky
Moderní kompaktní motory automobilů používají bloky z hliníkové slitiny téměř univerzálně. BMW N52 inline-six, představené v roce 2004, používá hořčíkovo-hliníkový kompozitní blok s litou hliníkovou základovou deskou a klikovou skříní odvozenou od A380 – design, který se oholil. 10 kg z dřívějšího železného bloku motoru. Současné struktury bateriových zásobníků elektromobilů, jako jsou ty, které se používají na platformách Rivian a Hyundai Ioniq, jsou vícedutinové hliníkové odlitky s integrovanými chladicími kanály, které kombinují až sedm dříve samostatných lisovaných a svařovaných dílů do jediného odlitku ve tvaru sítě. Tato konsolidace zkracuje dobu montáže a zlepšuje strukturální tuhost při zhruba o 30 % nižší hmotnosti ve srovnání s ekvivalentními ocelovými konstrukcemi.
04
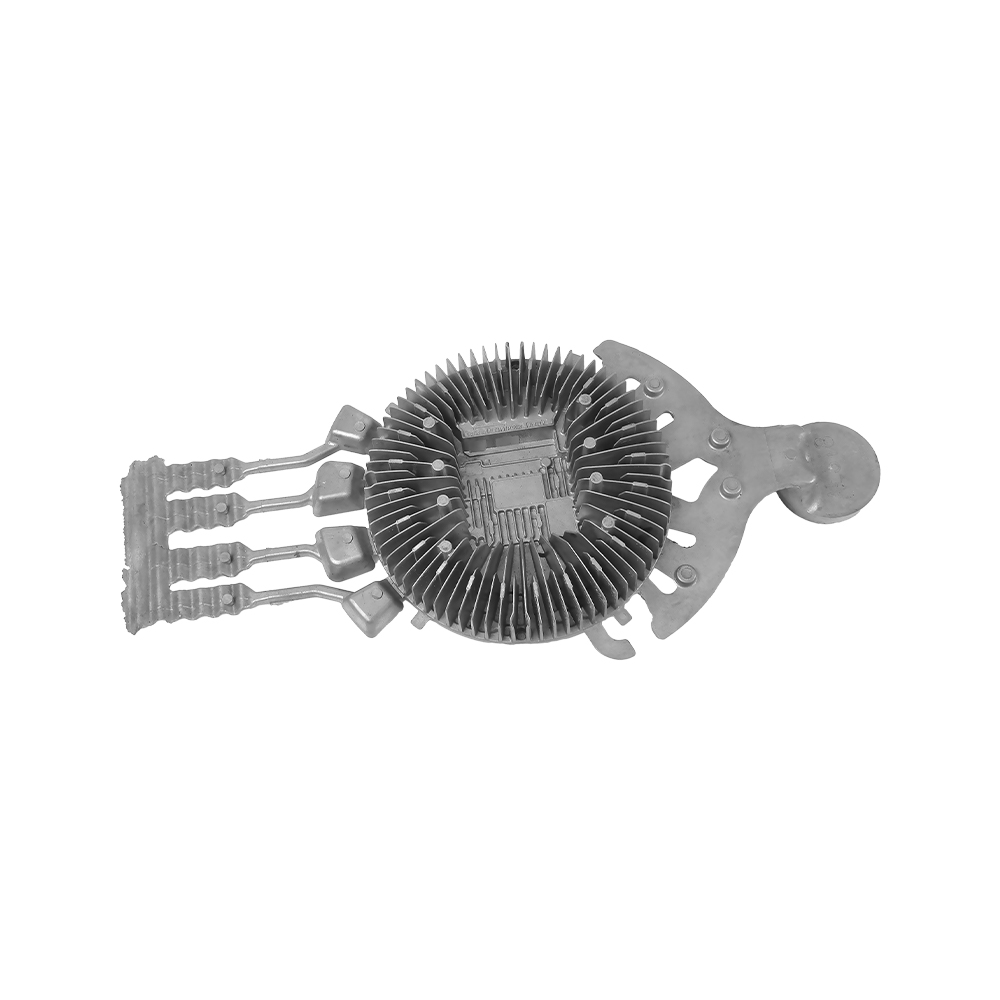
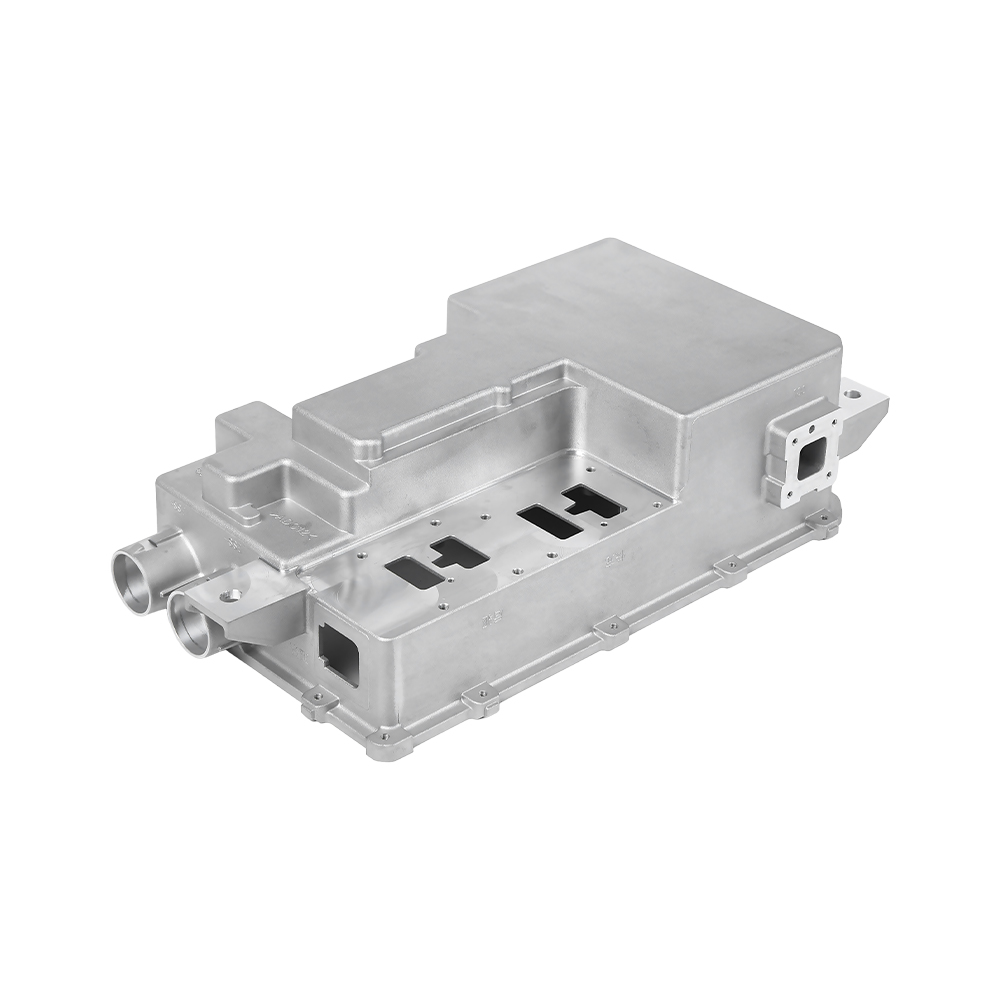
Skříně elektroniky: Tepelný management prostřednictvím lití
Vysoce výkonná elektronika – motorové pohony, výkonové měniče, zesilovače základnové stanice telekomunikací, ovladače LED – často používá hliníkový odlitek pro kryty, protože tento materiál slouží jako kryt i chladič. Skříně A380 HPDC s integrovanými žebry dosahují hodnot tepelného odporu 0,5–1,5 °C/W v přirozené konvekci, dostačující pro mnoho průmyslových aplikací bez nuceného vzduchu. Pro aplikace RF stínění poskytuje tloušťka stěny 3–5 mm u A380 efektivní útlum nad 500 MHz. Vytavovací lití je preferováno, když je pro kapalinou chlazené studené desky potřeba složitá geometrie vnitřního průtokového kanálu.
05
Letectví a kosmonautika: Strukturální konzoly a pouzdra odlité z investic
Investiční lití se slitinami A356 nebo A357 je standardní praxí pro držáky draků, kryty avioniky a hydraulické rozvody, kde složitost geometrie a úzké tolerance eliminují obrábění jako cenově výhodnou možnost. Typické hliníkové vytavitelné odlitky používané v letadlech dosahují rozměrové tolerance ±0,13 mm a povrchovou úpravou 3,2 µm Ra bez dalšího opracování. Tento proces umožňuje podříznutí, tenké stěny a organické kontury, které lití do písku nemůže spolehlivě vytvořit. Společnosti jako Precision Castparts a Hitchiner Manufacturing dodávají takové odlitky z leteckého hliníku pro platformy Boeing, Airbus a Lockheed Martin.
06
Umění a sochařství: Projekty lití ztracené pěny z hliníku
Odlévání ztracené pěny je oblíbené mezi sochaři a umělci, protože pěnu EPS lze tvarovat, vyřezávat a sestavovat bez jakéhokoli úhlu úkosu nebo jádra – pěna je spotřebována roztaveným hliníkem během lití a zanechává přesnou repliku původního modelu. Komunitní umělecké slévárny ve městech, jako je Chicago a Portland, nabízejí otevřený přístup k lití ztraceného pěnového hliníku. Volba slitiny je méně kritická pro čistě dekorativní kusy; sekundární šrot A380 nebo 383 poskytuje adekvátní výsledky s dobrou tekutostí. Nalévání obvykle používá a 2–4 mm vtokový kanál a stoupací systém vzhledem k objemu součásti, aby bylo zajištěno úplné vyplnění tenkých sochařských prvků.
Pravidla návrhu, která zabraňují defektům v projektech odlévání hliníku
Většina defektů hliníkových odlitků je navržena, nikoli vyrobena. Dodržování zavedených směrnic design-for-casting (DFC) během fáze CAD eliminuje většinu poruch pórovitosti, selhání studeného uzavření, špatného běhu a roztržení za tepla před vyříznutím jedné formy. Následující pravidla platí široce pro procesy lití do písku, trvalé formy a tlakového lití, přičemž jsou zaznamenána specifická nastavení procesu.
Rovnoměrnost tloušťky stěny
Nestejnoměrná tloušťka stěny vytváří rozdílné rychlosti ochlazování, které pohání smršťovací pórovitost směrem k oblasti posledního tuhnutí. Doporučeným cílem návrhu je kolísání tloušťky stěny nejvýše 2:1 mezi sousedními sekcemi . Tam, kde se nelze vyhnout těžkým nálitkům nebo přírubám, hloubení materiálu nebo prolnutí přechodů s velkými poloměry snižuje tepelný hmotnostní rozdíl. U HPDC se zaměřte na nominální tloušťku stěny 2–4 mm pro většinu konstrukčních aplikací; stěny nad 6 mm začnou akumulovat poréznost plynu, pokud není použito vakuové plnění.
Zaoblení a poloměry ve všech vnitřních rozích
Ostré vnitřní rohy koncentrují napětí a vytvářejí horká místa během tuhnutí. Minimální vnitřní poloměr zaoblení 1,5 × tloušťka stěny je doporučeno směrnicemi ASM International Aluminium Casting Design. Dokonce i poloměr 1 mm dramaticky snižuje faktory koncentrace napětí ve srovnání se skutečně ostrým rohem. Vnější rohy mohou být ostřejší (minimální poloměr 0,5 mm), ale nikdy by neměly být zcela hranaté v litém hliníku.
Úhly ponoru pro uvolnění formy
Všechny povrchy rovnoběžné se směrem tažení formy vyžadují úhel úkosu. Standardní minima jsou 1–2° pro lití do písku, 1–3° pro trvalou formu a 0,5–1,5° pro HPDC na vnějších površích (o něco více na vnitřních površích, protože odlitek se smršťuje na jádra). Nedostatečný tah vede k opotřebení formy, lámání jádra a potížím s vytahováním, které nakonec poškodí odlitek. Povrchy směřující k formě by neměly mít žádný průvan; ve výkresu jasně určete, kterým směrem je dělicí rovina.
Hradlování a stoupání pro směrové tuhnutí
Dobrá konstrukce vtoku přivádí tekutý kov postupně od tenkých po tlusté části, což zajišťuje, že nejtěžší oblasti zůstanou připojeny k nádrži kapaliny – stoupačce – až do úplného ztuhnutí. Chvorinovské pravidlo (doba tuhnutí úměrná (objemu/plocha povrchu)²) řídí dimenzování stoupačky: stoupačka musí mít modul min. 1,2× větší než u nejtěžší sekce živí se to. Simulační software, jako je MAGMASOFT, Flow-3D a ProCAST, se široce používá k ověření návrhu vtoků a nálitků před řezáním výrobních nástrojů, což výrazně snižuje náklady na pokusy a omyly.
Konstrukce závitu a vložky z litého hliníku
Hliníkový odlitek je příliš měkký pro přímé hrubé závity v aplikacích spojovacích prvků s velkým kroutícím momentem. Možnosti zahrnují: (1) odlévání ocelových nebo mosazných závitových vložek – produkty Heli-Coil a E-Z Lok jsou oblíbené pro dodatečné vybavení; (2) s použitím obrobených závitů po odlévání s min 1,5× průměr závitu délka záběru ; nebo (3) specifikující instalaci ultrazvukové vložky pro konstrukce sousedící s termoplasty. Součásti HPDC mohou obsahovat vyvrtané otvory o minimálním průměru 2,0 mm s pečlivým designem matrice, což snižuje požadavky na vrtání po odlití.
Kontrola kvality taveniny – krok, který většina začátečníků přehlíží při odlévání hliníku
Kvalita roztaveného hliníku v místě lití určuje strop kvality hotového odlitku. Dokonale navržený díl odlitý ze špatně připraveného kovu bude stále vykazovat poréznost, oxidové inkluze a snížené mechanické vlastnosti. Zkušení operátoři sléváren berou přípravu taveniny stejně vážně jako konstrukci forem.
Porozita vodíku: Nejběžnější vada hliníkového odlitku
Hliník v kapalném stavu snadno rozpouští vodík – tekutý hliník při 750 °C pojme přibližně 0,65 cm³ na 100 g kovu ve srovnání s pouhými 0,034 cm³ na 100 g v pevném stavu (podle údajů Aluminium Association). Když tavenina ztuhne, převážná většina rozpuštěného vodíku je odmítnuta a tvoří mikroskopické bubliny – poréznost – v celém odlitku. Primárními zdroji vodíku jsou atmosférická vlhkost, vlhký šrot, olejové vratné látky a mokré tavidlo.
Odplynění suchým dusíkem nebo argonem prostřednictvím rotační odplyňovací jednotky (proces SNIF nebo ekvivalentní) snižuje rozpuštěný vodík pod 0,10 cm³ na 100 g v komerční praxi — hluboko pod prahem viditelné pórovitosti u většiny geometrií odlitků. Hobbyři bez rotačního odplyňovacího zařízení mohou používat hexachlorethanové tablety (s vhodnou ventilací – proces generuje plynný chlor) nebo jednoduše minimalizovat vystavení taveniny vlhkosti předehřátím všech nástrojů a ponecháním víka pece uzavřeným.
Inkluze oxidů a praxe toku
Hliník při vystavení vzduchu okamžitě oxiduje a vytváří tenkou, ale trvanlivou vrstvu oxidu hlinitého (Al₂O₃). Turbulentní lití přehýbá tuto kůži do taveniny a vytváří oxidové bifilmy, které působí jako místa iniciace trhlin ve ztuhlém odlitku. Zesnulý profesor John Campbell z University of Birmingham strávil desetiletí dokumentováním toho, jak jsou oxidové bifilmy hlavní příčinou většiny rozptylu mechanických vlastností hliníkových odlitků – variabilita pevnosti v tahu 30–40 % u identických odlitků často souvisí s distribucí bifilmů.
Praktická protiopatření zahrnují: pánve pro spodní nalévání namísto pánví s horním odléváním, keramické pěnové filtry v systému vtoků (20–30 ppi pro hliník), sníženou výšku nalévání a řízenou rychlost nalévání a minimalizaci turbulencí na vstupu do formy. Přídavky tavidel (kryjící tavidla, jako jsou směsi chloridu draselného a chloridu sodného) chrání povrch taveniny před atmosférickou oxidací mezi zahříváním a pomáhají shlukovat částice oxidu pro sbírání před litím.
Regulace teploty a přehřátí
Většina slitin hliníku má teploty likvidu mezi 555 °C a 615 °C . Lití při nadměrném přehřátí (více než 80–100 °C nad likvidem) zvyšuje absorpci plynu, tvorbu oxidů a erozi formy v HPDC. Příliš studené lití vytváří chybné toky a studené uzávěry – oblasti, kde kovová přední strana ztuhne před naplněním formy. Optimální teplota lití pro většinu aplikací spadá mezi 680 °C a 740 °C , přičemž významnou roli hraje také teplota formy: trvalé formy se pro hliník obvykle předehřívají na 200–350 °C.
Operace po lití: Tepelné zpracování, obrábění a povrchová úprava
Většina projektů odlévání hliníku vyžaduje alespoň nějakou práci po odlévání. Níže uvedené operace jsou uvedeny v pořadí, v jakém by se obvykle prováděly ve výrobě.
Krok 1
Degování a Shakeout
Pískové odlitky se po ztuhnutí vyklepou z formy (obvykle do 5–30 minut v závislosti na hmotnosti dílu). Lišty a stoupačky se odstraňují pilou, broušením nebo hydraulickým rozbitím. Díly HPDC jsou ořezávány ve speciální ořezávací matrici, která odstřihne záblesky a vodicí lišty v jediném lisovacím zdvihu, s dobami cyklu 5–15 sekund na díl. Odlitky dělicí čáry na pískových odlitcích obvykle vyžadují ruční broušení, aby se spojily s povrchem odlitku.
Krok 2
Tepelné zpracování (pokud je specifikováno)
Označení T6 – tepelné zpracování v roztoku následované umělým stárnutím – je nejrozšířenějším tepelným zpracováním hliníkových odlitků. Pro A356:
- Ošetření roztokem: 538 °C ± 6 °C po dobu 4–12 hodin (v závislosti na tloušťce řezu)
- Kalení: voda při 60–80 °C (teplé kalení minimalizuje deformaci zbytkového napětí)
- Stáří: 154 °C ± 6 °C po dobu 6–12 hodin
Tato sekvence rozpouští sraženiny Mg2Si do roztoku a poté je znovu vysráží jako jemnou disperzi, která brání pohybu dislokace, čímž se mez kluzu zvyšuje z přibližně 83 MPa (teplota F) až 186–207 MPa (teplota T6) .
Krok 3
CNC obrábění kritických povrchů
Obrábění hliníku výjimečně dobře — životnost nástroje je typicky 10–20× delší při obrábění hliníku versus oceli při ekvivalentních podmínkách třískového zatížení. Vysokorychlostní CNC obrábění litého hliníku využívá tvrdokovové nástroje, řezné rychlosti 300–600 m/min (povrchové stopy za minutu: 1 000–2 000) a chladicí kapalinu nebo mazání minimálním množstvím (MQL). Vztažné prvky obrobené do odlitku – podložky, otvory a lokalizační otvory – vytvářejí referenční rámec pro všechny následné obráběcí operace. Pro velkoobjemové díly HPDC jsou v automobilových odlévacích buňkách běžné vyhrazené přenosové linky s dobou cyklu pod 60 sekund na díl.
Krok 4
Možnosti povrchové úpravy hliníkových odlitků
Rozsah možností povrchové úpravy pro projekty odlévání hliníku je široký:
- Eloxování: Elektrochemická oxidace, která vytváří hustou vrstvu oxidu hlinitého o tloušťce 5–25 µm (typ II) nebo 25–100 µm (tvrdá anodizace typu III). Poskytuje vynikající odolnost proti korozi a opotřebení. Nejlépe se slitinami A356 nebo 535.
- Práškové lakování: Elektrostatická aplikace termosetového polymerního prášku, vytvrzeného při 160–200°C. Vynikající odolnost proti UV záření, široký rozsah barev, cenově výhodné pro střední až vysoké objemy. Kompatibilní se všemi odlévacími slitinami.
- Chromátový konverzní nátěr: Trojmocný chromát (Alodine/Iridit) poskytuje ochranu proti korozi a základní nátěr přilnavosti pro letectví a obranu. V souladu s RoHS s trivalentními formulacemi.
- Tryskání a vibrační odstraňování otřepů: Mechanická konečná úprava, která odstraňuje otřepy, zlepšuje vzhled povrchu a může být použita k vytvoření zbytkových napětí v tlaku (varianta brokování), která zlepšují únavovou životnost až o 30 %.
- Bezproudové niklování: Nanáší stejnoměrnou 10–50 µm nikl-fosforovou vrstvu, která výrazně zlepšuje tvrdost (500–700 HV po tepelném zpracování) a odolnost proti opotřebení, používaná pro formy, pouzdra a kluzné povrchy.
Struktura nákladů na projekty odlévání hliníku — co určuje cenu
Pochopení faktorů nákladů pomáhá projektovým inženýrům činit lepší rozhodnutí o výběru procesů a poskytuje týmům pro zadávání zakázek rámec pro vyhodnocování nabídek od dodavatelů odlitků.
Odstraňování běžných vad hliníkových odlitků
S vadami se setkávají i zkušení provozovatelé sléváren. Níže uvedená tabulka mapuje nejčastější vady hliníkových odlitků až po jejich základní příčiny a nápravná opatření.
| Defekt | Vzhled | Primární příčina | Nápravné opatření |
|---|---|---|---|
| Pórovitost plynu | Kulaté dutiny, hladké stěny, náhodné rozložení | Rozpuštěný vodík v tavenině | tavenina degas; vysušte veškeré nástroje a šrot; snížit přehřátí |
| Smršťovací pórovitost | Nepravidelné dutiny, hrubé stěny, v těžkých úsecích | Nedostatečné krmení/kynutí | Zvětšete velikost stoupačky; přidat zimnici do těžkých sekcí; redesign pro jednotnou stěnu |
| Cold Shut | Lineární šev na povrchu, slabé rozhraní | Dvě kovové čela, které se před setkáním ochladily | Zvyšte teplotu lití; zlepšit hradlování, aby se toky sloučily dříve |
| Horké slzení | Roztrhaná trhlina při změně zaoblení nebo sekce | Tepelné namáhání v pozdní fázi tuhnutí | Zvětšit poloměry zaoblení; zvýšit flexibilitu jader; předehřát formu |
| Oxidové inkluze | Na obrobené části jsou viditelné tmavé pruhy nebo filmy | Turbulentní lití, skládané oxidové slupky | Snižte výšku nalévání; použijte keramický pěnový filtr; vyvarujte se přetavování strusky |
| Misrun | Neúplná výplň, zaoblené neúplné okraje | Kov je příliš studený, tenký průřez, špatné odvětrávání | Zvyšte teplotu nalévání; zesílit tenké stěny; přidat průduchy do formy |
Udržitelné odlévání hliníku — Recyklace, energie a oběhové hospodářství
Hliník je běžně používaným nejrecyklovatelnějším konstrukčním kovem a tato vlastnost zásadně mění kalkulaci udržitelnosti projektů odlévání hliníku ve srovnání s alternativami oceli nebo zinku. Recyklace hliníku vyžaduje pouze 5 % energie potřebné k výrobě primárního hliníku z bauxitové rudy — přibližně 2–3 kWh/kg pro sekundární výrobu oproti 45–55 kWh/kg pro primární výrobu (údaje z International Aluminium Institute, 2023). Rozdíl v uhlíkové stopě je stejně dramatický: sekundární hliník vytváří zhruba 0,5–1,0 kg CO₂ na kg kovu ve srovnání s 8–12 kg CO₂ na kg u primární tavby na uhlí.
Konec 75 % veškerého hliníku, který byl kdy vyroben, se dodnes používá , podle Aluminium Association. Automobilový průmysl má nejvyšší míru recyklace hliníku ze všech koncových použití – vozidla s ukončenou životností představují hustý, oddělený zdroj čistého šrotu ze slitiny odlévání, který proudí zpět do sekundární výroby slitin HPDC s minimální degradací kvality. Tato účinnost v uzavřené smyčce je jedním z důvodů, proč výrobci automobilů zmiňují hliníkový odlitek jako designovou volbu s pozitivním dopadem na udržitelnost, a to i na energeticky náročných platformách vozidel.
U slévárenských provozů rekuperace energie z odpadních plynů pecí, monitorování chemie taveniny v reálném čase pro minimalizaci přetavovacích cyklů a vyzdívky pecí z keramických vláken, které snižují tepelné ztráty o 15–25 % ve srovnání se staršími žárovzdornými konstrukcemi, to vše přispívá ke snížení ekologické stopy v moderních zařízeních na lití hliníku. Několik evropských sléváren – včetně Rheinfelden Alloys a Novelis – se zavázalo k uhlíkově neutrálnímu odlévání hliníku do roku 2030 prostřednictvím kombinace obnovitelných zdrojů energie a offsetových programů.
Nové trendy v odlévání hliníku — Co mění průmysl
Odvětví odlévání hliníku prochází významnými technickými změnami řízenými elektrifikací, digitální výrobou a vývojem nových slitin. Pochopení těchto trendů je důležité pro každého, kdo plánuje víceleté programy odlévání hliníku.
Mega-casting a strukturální integrace
Využití giga lisů o hmotnosti 6 000 a 9 000 tun společností Tesla k odlévání celých zadních sekcí podvozku EV jako jediný hliníkový tlakový odlitek – nahrazující 70–100 jednotlivých lisovaných a svařovaných dílů – vyvolalo značný zájem v celém automobilovém průmyslu. Toyota, Volvo, General Motors a několik čínských OEM oznámilo podobné programy. Odlitky využívají zakázkové vysokovakuové tlakové lití se slitinami Al-Si-Mg speciálně vyvinutými pro strukturální megaodlévání, dosahující prodloužení nad 10 % a pevnosti v tahu nad 250 MPa v litém stavu, bez tepelného zpracování. Tento vývoj zásadně mění ekonomiku výroby konstrukce karoserie v objemech nad 100 000 kusů ročně.
3D tištěné pískové formy a jádra
Tryskový tisk forem z křemičitého písku pojivem (za použití systémů od ExOne/Desktop Metal, Voxeljet a Viridis3D) odstranil z lití do písku krok vytváření vzorů, což umožnilo jednodílnou výrobu složitých hliníkových odlitků s vnitřními průchody, které je geometricky nemožné vyrobit pomocí konvenčních metod. Doba dodání od souboru CAD k prvnímu odlitku je nyní 3–5 pracovních dnů s potištěnými pískovými formami oproti 4–8 týdnům u konvenčních vzorů a nástrojů. Ford, John Deere a několik leteckých společností používají tištěné pískové formy pro prototypy a malosériovou výrobu hliníkových odlitků s náklady na součást, které jsou konkurenceschopné s obráběnými alternativami pro složité geometrie.
Monitorování procesů v reálném čase a kontrola kvality AI
Senzorová pole zabudovaná do tlakových licích strojů nyní zachycují profily tlaku výstřelu, povrchové teploty formy a údaje o rychlosti kovu v milisekundovém rozlišení. Modely strojového učení trénované na historických datech defektů mohou předpovídat pórovitost smrštění a pravděpodobnost studeného uzavření ze signatur profilu výstřelu před vyjmutím součásti z matrice – což umožňuje automatické odmítnutí výstřelů mimo specifikaci bez rentgenové kontroly. Několik dodavatelů automobilových odlitků úrovně 1 hlásí snížení zmetkovitosti o 30–50 % po nasazení takových monitorovacích systémů v reálném čase se přímo promítne do nižších nákladů a zlepšených metrik udržitelnosti.
Vývoj slitin pro tepelný management elektrických vozidel
Chladicí desky baterií EV vyžadují hliníkové odlévací slitiny s vysokou tepelnou vodivostí, vynikající tlakovou těsností (bez poréznosti) a schopností vytvářet pájené spoje. Standardní A380 má tepelnou vodivost přibližně 96 W/m·K — přiměřené, ale ne optimální. Společnosti včetně Novelis, Constellium a Impol vyvíjejí nové slitiny v rodině Al-Si-Mg s kontrolovaným obsahem železa a mědi, aby dosáhly vodivosti nad 160 W/m·K v odlitém stavu, což umožňuje kompaktnější a účinnější kapalinou chlazené bateriové systémy. Jedná se o aktivní oblast výzkumu slitin s mnoha patenty podanými v letech 2022–2024.
Často kladené otázky o projektech lití hliníku
Jaká je nejlepší hliníková slitina pro projekt prvního lití?
Pro začátečníky, kteří používají dvorní pec a formy na zelený písek, jsou vynikajícími výchozími body recyklované písty (typicky slitina 4032 nebo 2618) nebo čistý ingot A356. Oba mají dobrou tekutost při typických teplotách odlévání na dvorku 700–730 °C a ani jeden nemá výrazně toxické legovací přísady. A356 je mírně shovívavější k vlhkosti v písku, protože jeho obsah křemíku zlepšuje tekutost i při nižších teplotách. Vyhněte se neznámému šrotu z elektroniky nebo potažených dílů – nečistoty z pájky, tlakového lití zinku nebo pokovování mohou produkovat toxické výpary a špatnou kvalitu odlitku.
Jak zabráním poréznosti v mých hliníkových odlitcích?
Pórovitost má dvě základní příčiny: rozpuštěný vodík (pórovitost plynu) a nedostatečné přivádění smrštění (poréznost smršťování). Chcete-li vyřešit pórovitost plynu, udržujte všechny materiály formy a kov suché, použijte krycí tavidlo a taveninu před litím odplyněte. Chcete-li vyřešit pórovitost smršťování, zajistěte, aby byla vaše nálitková trubka dostatečně velká, aby po ztuhnutí odlitku zůstala tekutá – modul nálitku musí přesahovat modul nejtěžší části odlitku alespoň o 20 %. Chladničky umístěné v blízkosti těžkých sekcí také pomáhají tím, že urychlují místní tuhnutí, aby se snížila potřeba smrštění.
Jaká je minimální tloušťka stěny dosažitelná při lití hliníku?
Minimální tloušťka stěny závisí na procesu lití. Odlévání pod vysokým tlakem dosahuje těch nejtenčích stěn — tak nízkých jako 0,8 mm v optimalizovaných konstrukcích matric s vysokorychlostním vstřikováním kovu. Investiční lití spolehlivě dosahuje 1,0–1,5 mm. Rukojeti pro lití do trvalé formy (gravitační matrice) minimálně 2–3 mm. Odlévání do písku obvykle vyžaduje minimální stěny 3–5 mm pro spolehlivou výplň, ačkoli zkušení operátoři sléváren dosáhli 2 mm u menších dílů pomocí slitin s vysokou tekutostí křemíku a dobře vtokových forem.
Lze svařovat litý hliník?
Ano, mnoho hliníkových odlévacích slitin lze svařovat, ale proces vyžaduje péči. Slitiny A356 a 535 jsou nejsvařitelnější běžné odlévací slitiny. Obloukové svařování plynovým wolframem (GTAW/TIG) s přídavným drátem 4043 nebo 5356 je standardní praxí. Součásti HPDC obsahující A380 jsou obecně považovány za nesvařitelné v konstrukčních aplikacích kvůli obsahu mědi a poréznosti plynu, která se uvolňuje během svařování. Pokud svařujete litý hliník, předehřejte oblast na 150–200 °C, abyste omezili praskání tepelným šokem, a pro konstrukční spoje v A356 se doporučuje uvolnění napětí po svařování při 175 °C po dobu 2–4 hodin.
Jak dlouho trvá výroba hliníkových odlitků?
Dodací lhůty se enormně liší podle procesu a umístění dodavatele. Pro 3D tištěné odlitky do pískových forem (množství prototypů), dodací lhůty prvního článku 3–10 pracovních dnů jsou dosažitelné od zavedených dodavatelů. Konvenční lití do písku s novým vzorem: 4–8 týdnů na výrobu modelu plus 1–2 týdny na odlévání. HPDC s novými nástroji: 10–20 týdnů na výrobu matrice, poté výrobní množství za 2–4 týdny. Investiční lití: 8–16 týdnů pro nástroje, 3–6 týdnů pro výrobu. Urychlené nástrojové programy s vyššími náklady mohou u prémiových dodavatelů zkrátit tyto časové osy o 30–50 %.
Jaký je rozdíl mezi tlakovým litím a litím hliníku do písku?
Při lití do písku se používají postradatelné pískové formy, které jsou zničeny, aby se díl uvolnil, což umožňuje složitou geometrii a velmi velké díly, ale s nižší povrchovou úpravou, širšími tolerancemi a pomalejšími dobami cyklu. Tlakové lití využívá trvale kalené ocelové formy (zápustky) a vstřikuje kov pod vysokým tlakem – dosahuje vynikající povrchové úpravy (1–2 µm Ra), úzkých tolerancí (±0,05–0,15 mm) a velmi vysoké rychlosti výroby (cykly 30–120 sekund), ale s vysokými náklady na nástroje a požadavky na minimální množství, které činí neekonomické pod přibližně 10 000 dílů. Odlévání do písku je lepší pro prototypy, velké díly a malé objemy; tlakové lití vyniká při velkosériové výrobě malých až středně přesných součástí.
Je hliníkový odlitek šetrný k životnímu prostředí?
Odlévání hliníku pomocí sekundární (recyklované) slitiny patří mezi ekologicky příznivější dostupné procesy zpracování kovů. Sekundární hliník vyžaduje pouze 5 % energie na výrobu primárního hliníku a vytváří zlomek emisí CO₂. Vysoká recyklovatelnost hliníku – s mírou recyklace vyšší než 90 % v automobilovém sektoru – a uzavřený tok materiálu v mnoha slévárnách jej činí výrazně ekologičtějším než procesy využívající primární kovy. Hlavními ekologickými problémy jsou emise fluoridů z používání tavidla (kontrolované mokrými pračkami v moderních slévárnách) a řízení chladicí kapaliny při obráběcích operacích.
Mohu eloxovat díly z tlakově litého hliníku?
Standardní slitiny HPDC jako A380 (která obsahuje 3–4 % mědi) neeloxují do konzistentní kvality – obsah mědi způsobuje hnědé nebo černé skvrny v anodické vrstvě. Pro povrchy s anodizovaným vzhledem na tlakově litém hliníku specifikujte slitinu s nízkým obsahem mědi, jako je A360 (měď pod 0,6 %) nebo speciální kosmetickou slitinu pro tlakové lití. Slitiny A356 a 535 eloxují čistě a přijímají barevná barviva jednotně. Pokud je vyžadováno tlakové lití a je specifikována eloxace, ve spolupráci s dodavatelem odlitků vyberte vhodnou slitinu s nízkým obsahem mědi během fáze návrhu, místo abyste zjišťovali nekompatibilitu až po výrobě nástrojů.








